Do-it-yourself chrome plating at home is always useful not only for car enthusiasts, but also for those who want to get beautiful household items, cover vulnerable metal surfaces and give them an aesthetic appearance, and get parts that are visually similar to those made of chrome.
Chrome plating of parts at home is a relatively simple process and does not require expensive special equipment, and anyone who wants to and knows how to do it can do chrome plating with their own hands.
Purpose
The main purpose of using this technology is to create a decorative coating. In addition, chrome plating provides protection against reagents and corrosion for metal surfaces, and also increases the strength of both metal and plastic products. At home, decorative chrome plating is usually used.
This technology has wide application. Thus, chrome plating is used for vehicle parts, plumbing fixtures, furniture elements, etc.
It should be borne in mind that this treatment is suitable for items made of copper, brass, and nickel. Steel and plastic parts require additional processing.
The main motive for independently performing the work in question is to save money.
Chrome plating for decorative purposes
Do-it-yourself chrome plating of parts is very common. This is explained by its simplicity for independent implementation and low cost due to the absence of the need for expensive equipment.
Areas of application
Electroplating with chromium is characterized by certain properties, such as:
- resistance to chemical attack;
- microhardness (up to 1100 units);
- porosity, heat resistance;
- friction set;
- coverage depth.
For all of the above characteristics, chrome-plated parts have no equal; they have found the widest application not only in domestic conditions, but also in various branches of industrial production.
Chrome plating technology is used in industries such as:
- powder metallurgy;
- production of aluminum, rubber, metal, plastic products (for example, chrome-plated molds);
- automotive industry;
- machine tool industry;
- shipbuilding and many other industries that are impossible to list.
In some industries, chrome plating of aluminum is especially widespread. This is an indispensable type of processing of this metal to increase its stability and durability.
In the optical-electronic industry, a special type of chrome plating is common - black chrome plating, which has irreplaceable properties of heat transfer, heat resistance and wear resistance. And chrome plating of rods, for example in the automotive industry, cannot be replaced with anything at all.
Methods
Chrome plating at home can be done using two technologies.
- The first is in a special solution.
- The second technology consists of spraying the coating using a galvanic brush.
The named methods of chrome plating of parts differ significantly from each other in terms of implementation. Thus, spraying is more labor-intensive due to the fact that the surface must be processed manually, but it has significant advantages over liquid chrome plating:
- It allows you to control the thickness of the coating.
- This technology is suitable for processing objects of any size.
- Visual assessment of the quality of the coating is possible.
- For this processing method, you do not need to dismantle the part.
Homemade device for chrome plating
It is easier to carry out chrome plating of parts yourself using the liquid method, however, the maximum dimensions of the object being processed are determined by the size of the container used. Therefore, this method is usually used for chrome plating of small parts.
DIY equipment and materials for chrome plating
To perform chrome plating of parts, you need to find a non-residential premises with effective exhaust ventilation, such as a garage. In summer, work can be carried out in an open space with a canopy or roof.
Personal protective equipment is required, namely a respirator, thick rubberized gloves and safety glasses. It is also desirable to have a rubberized factor.
The need for such protective equipment is due to the toxicity of the fumes generated during the chrome plating process due to the content of acidic vapors in them. This also determines the need to provide for the disposal of residual products.
In addition, depending on the chosen technology, specialized equipment will be required.
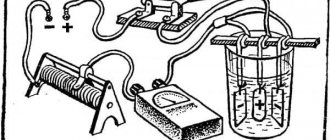
For do-it-yourself chrome plating using the liquid method, it is presented:
- heating element (a heating element is suitable);
- a plate or rod type anode, usually made of lead-antimony alloy 93:7, less often lead;
- a cathode in the form of a clamp for fixation on the workpiece;
- an acid-resistant thermometer or thermostat (requires an appropriate electronic circuit);
- a bracket for holding an object in a canopy;
- a direct current source with adjustable output voltage, which can be a rheostat (from 18 A for 3 l);
- wires (the cross-section is selected based on the maximum current strength, but not less than 2.5 mm2).
Homemade chrome plating machine
The main tool for spraying technology is a galvanic brush. Homemade devices are used at home. This is explained, first of all, by the very high cost of industrial analogues. In addition, they require proprietary reagents.
To make a brush you will need:
- bristle;
- a transparent cylinder made of glass, plastic, polyethylene or propylene of any size;
- lead wire;
- cover with filler hole and glued metal contact;
- lead winding;
- power supply up to 1 kW;
- current rectifier in the form of a 12 V 50 A stabilizer, which can be represented, for example, by a transformer or battery charger;
- thermometer for liquids with a range of 100°C;
- an electrolyte heating device, for example, an external heater for a glass bath or a heating element with ceramic acid protection (not necessary, but helps speed up the work).
The bristles wrapped in lead wire must be placed in a cylinder. It is closed on top with a lid with a filler hole and a glued metal contact. A lead winding is soldered to the latter. Small through holes are made in the foam membrane located above the bristles. The current rectifier is installed with a plus to the contact of the cover and a minus to the workpiece.
The operating principle of such a device is that the electrolyte filling the cylinder seeps onto the bristles through a membrane. Application to the surface to be treated is carried out by moving the bristles.
Finally, in any case, a compressor or vacuum cleaner is required to remove dust from the working surface.
Electrolyte preparation
Separately, the electrolyte manufacturing technology should be considered. This requires chromic anhydride and sulfuric acid with a specific gravity of 1.84 g/cm3. The amount of these substances should be 250 g per liter for the first and 2.5 g for the second. If external influences on the objects being processed are not expected, a concentration of 400 g of CrO3 and 4 g of H2SO4 per liter is possible. In addition, you need distilled or boiled and settled water. You will also need three containers of different sizes. They can be represented by a glass jar, a saucepan and an insulated glass wool or foam box with a moisture-resistant lid. Finally, you need a thermometer.
Fill the jar halfway or a little more with water at 60°C. First add chromic anhydride and stir until dissolved. Next, add sulfuric acid, adding water if necessary. After this, the chromic anhydride content should be determined by checking the density of the solution with a hydrometer. The jar with it is placed in a saucepan filled with water with a boiler, and the saucepan is installed in the box. Then this mixture is kept under current for 3.5 hours. Its power is calculated based on the ratio of 6.5 A/1 liter. Using this formula, taking into account the required amount of electrolyte, a current source is selected, or vice versa, based on the power of the existing device, a certain amount of solution is prepared. Upon completion of exposure, the electrolyte should acquire a dark brown color. Then it is left in a cool place for a day.
Preparatory work
Before chrome plating, the surface to be treated must be prepared by removing decorative coating (varnish, paint), corrosion, and contamination by sanding with sandpaper or a grinding machine. If the quality of these works is not carried out properly, it is possible that cavities may form on the chrome coating.
Finally, the working surfaces are degreased. Moreover, it is believed that substances traditionally used as solvents, such as gasoline and white spirit, are not suitable for this purpose. Therefore, it is recommended to use a special solution that you can make yourself. To do this, you need to dissolve 150 g of sodium hydroxide, 50 g of soda ash, and 5 g of silicate glue in 1 liter of water. This mixture is heated to 80 - 90 ° C and the object being treated is kept in it for 20 minutes (45 - 60 minutes in the case of complex surface topography).
In addition, the amount of preparatory work is determined by the material. So, for direct processing, as mentioned, parts made of copper, brass, and nickel are suitable. Steel objects must first be coated with these metals. Plastic surfaces are treated with graphite-containing varnish or graphite powder and copper is applied electrolytically at 0.7 A/dm2. The electrolyte is prepared by dissolving 150 g of concentrated sulfuric acid, 35 g of copper sulfate, and 10 g of ethyl alcohol per liter of water. After processing, the item is washed and dried.
Finally, immediately before chrome plating, steel and cast iron surfaces are subjected to pickling for up to 1.5 minutes at a current density of 24 - 40 A/dm2 in hydrochloric acid.
General information
The thickness of the coating layer is usually small - from 0.2 to 0.8 millimeters (although there are products with a thicker layer). Any metals and their alloys (iron, cast iron, steel, aluminum, copper and others), as well as dielectrics (plastic, stone, wood, porcelain and others) can be chrome-plated.
You can coat dishes, jewelry, car or motorcycle parts, and furniture with chrome. In addition, chrome plating of parts and plastic performs the following important functions:
- Thermal and mechanical protection. Chrome has a dense structure and a very high melting point. Therefore, when heated, its chemical and physical structure does not change. During a mechanical shock, the substance also retains its structure, so chrome-plated parts have higher mechanical resistance.
- Anti-corrosion protection. From a chemical point of view, chromium is an inert substance. Under normal conditions, it does not come into contact with water and atmospheric air. Therefore, products with chrome coating do not corrode for a long time. Chromium also reacts reluctantly with acids, alkalis and salts.
- Restoring the strength of a spare part. In case of long-term use, small cracks and depressions appear in spare parts, which negatively affects their strength and reliability. Applying chrome plating can seal these cracks and dents, improving their practical use.
- Protects against dirt and increases reflectivity. The chrome coating reliably protects the part from dirt, dust and organic debris. People cover the spare parts of their vehicles so that their vehicles are better visible in the dark (usually discs, individual parts or the entire body are covered).
Implementation
In the case of using liquid chrome plating technology, work begins with heating the electrolyte to 52±2°C. After the anode, the object being processed is placed in it and it is expected to be heated to the same temperature. It must be taken into account that the uniformity of the coating is determined by the correct location of the object and the anode. After this, attach the cathode and apply current (optimal density - 50 - 55 A/dm2), keeping the part like this for 20 minutes (holding time is determined visually depending on the characteristics of the item and can be 2 - 3 hours). In any case, the thickness of the coating is determined by the current density and the duration of exposure.
Part restored by chrome plating at home
Upon completion, the item is washed and placed in a drying cabinet for 2.5 - 3 hours in order to increase the adhesion of the coating to the surface and its hardness.
When performing chrome plating for the first time, it is advisable to pre-treat the prototype.
Surface preparation
Before processing begins, the surface of each part must be prepared. To do this you need to perform the following operations:
- dust, dirt and rust are removed from the surface of the part;
- the affected area is thoroughly washed and dried;
- the surface is degreased with gasoline.
By ignoring one of the above actions, the master risks getting a bad result. The application will be of poor quality and the surface will be unattractive.
Preparing the surface of a body element for chrome plating
Possible defects
Failure to comply with the technology leads to the formation of various defects in the chromium layer. To avoid this, you need to know the main reasons:
- non-compliance with temperature conditions;
- incorrect concentrations of solution elements;
- poor preparation of the working surface;
- violation of current supply parameters;
- the presence of foreign particles and impurities.
Due to the above reasons, defects such as low shine or its absence, pitting, brittle sediment, roughness, marks, veil, rough and dark spots, burnt, flaking, cracks, stripes, bubbles, peeling, missing fragments, dark gray color, appear. low deposition rate and dissipation ability of the electrolyte, black or brown film on the anodes.
Nuances of technology
For high-quality chrome coating of the surface, it is best to treat the part with acidic agents or another primer before starting the process. This operation will ensure high-quality application and long service life.
It is very important to degrease the surface before starting work. To do this, you can use a solvent and anti-silicone. It is recommended to remove the gloss using sandpaper. The next step should be applying primer. After it has dried, the surface is ready for coating.