Хромирование своими руками в домашних условиях всегда пригодится не только автолюбителям, но и тем, кто хочет получить красивые предметы быта, покрыть уязвимые металлические поверхности и придать им эстетический вид, получить детали, визуально схожие с изготовленными из хрома.
Хромирование деталей в домашних условиях – процесс относительно несложный и не требующий дорогого специального оборудования, и осуществление хромирования своими руками под силу любому, кто хочет, и знает, как это сделать.
Назначение
Основная цель применения данной технологии состоит в создании декоративного покрытия. Помимо этого, хромирование обеспечивает защиту от воздействия реагентов и коррозии для металлических поверхностей, а также повышает прочность как металлических, так и пластиковых изделий. В домашних условиях обычно применяют декоративное хромирование.
Данная технология имеет обширное применение. Так хромирование используют для деталей транспортных средств, сантехники, элементов мебели и т. д.
Нужно учитывать, что данная обработка подходит для предметов из меди, латуни, никеля. Стальные и пластиковые детали требуют дополнительной обработки.
Основной мотив самостоятельного выполнения рассматриваемых работ состоит в экономии.
Хромирование в декоративных целях
Хромирование деталей своими руками весьма распространено. Это объясняется простотой его для самостоятельного осуществления и дешевизной ввиду отсутствия необходимости наличия дорогого оборудования.
Сферы применения
Гальваническое покрытие хромом характеризуется определенными свойствами, такие как:
- стойкость к химическому воздействию;
- микротвердость (до 1100 единиц);
- пористость, теплостойкость;
- к-т трения;
- глубина покрытия.
По всем выше перечисленным характеристикам детали с хромированным покрытием не имеют себе равных, они нашли самое широкое применение не только в бытовых условиях, но и в различных отраслях промышленного производства.
Технология хромирования применяется в таких отраслях, как:
- порошковая металлургия;
- производство алюминиевых, резиновых, металлических, пластиковых изделий (например, хромированные пресс-формы);
- автомобилестроение;
- станкостроение;
- судостроение и многие другие отрасли, которые невозможно перечислить.
В некоторых отраслях особенно массовый характер носит хромирование алюминия. Это незаменимый вид обработки данного металла для повышения его устойчивости и долговечности.
В отраслях оптико-электронной промышленности распространен особый вид хромирования – черное хромирование, обладающее незаменимыми свойствами теплоотдачи, термостойкости и износостойкости. А хромирование штоков, к примеру в автопроме, вообще невозможно чем-либо заменить.
Методы
Хромирование в домашних условиях возможно осуществить по двум технологиям.
- Первая — в специальном растворе.
- Вторая технология состоит в напылении покрытия с применением гальванической кисти.
Названные способы хромирования деталей значительно отличаются друг от друга с точки зрения осуществления. Так, напыление более трудоемко ввиду того, что поверхность необходимо обрабатывать вручную, однако оно имеет значительные преимущества перед жидким хромированием:
- Оно позволяет контролировать толщину покрытия.
- Такая технология подходит для обработки предметов любых размеров.
- Возможна визуальная оценка качества покрытия.
- Для данного метода обработки можно не демонтировать деталь.
Самодельное устройство для хромирования
Самостоятельно провести хромирование деталей жидким методом проще, однако предельные размеры обрабатываемого предмета определяются величиной используемой емкости. Поэтому данный способ обычно используют для хромирования небольших деталей.
Оборудование и материалы для хромирования своими руками
Чтобы выполнить хромирование деталей необходимо найти нежилое помещение с эффективной вытяжной вентиляцией, например такое, как гараж. В летний период можно проводить работы на открытом пространстве с навесом или крышей.
Необходимы средства индивидуальной защиты, а именно респиратор, плотные прорезиненные перчатки и защитные очки. Также желательно наличие прорезиненного фактора.
Потребность в наличии таких средств защиты обусловлена токсичностью образующихся в процессе хромирования испарений ввиду содержания в них кислотных паров. Это также определяет необходимость предусмотреть утилизацию остаточных продуктов.
К тому же в зависимости от выбранной технологии потребуется специализированное оборудование.
Для хромирования своими руками жидким методом оно представлено:
- нагревательным элементом (подойдет ТЭН);
- анодом пластинчатого или стержневого типа обычно из свинцово-сурьмяного сплава 93:7, реже из свинца;
- катодом в форме зажима для фиксации на обрабатываемом предмете;
- кислотоустойчивым термометром либо терморегулятором (требует соответствующей электронной схемы);
- кронштейном для удерживания предмета навесу;
- источником постоянного тока с регулировкой выходного напряжения, в качестве которой может служить реостат (от 18 А для 3 л);
- проводами (сечение выбирают на основе максимальной силы тока, но не менее 2,5 мм2).
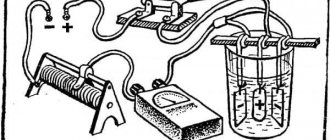
Самодельный аппарат для хромирования
Основным инструментом для технологии напыления является гальваническая кисть. В домашних условиях применяют самодельные устройства. Это объясняется, прежде всего, очень высокой стоимостью промышленных аналогов. К тому же для них необходимы фирменные реактивы.
Для изготовления кисти потребуется:
- щетина;
- прозрачный цилиндр из стекла, пластика, полиэтилена либо пропилена произвольного размера;
- свинцовый провод;
- крышка с заливным отверстием и вклеенным металлическим контактом;
- свинцовая обмотка;
- источник питания мощностью до 1 кВт;
- выпрямитель тока в виде 12 В 50 А стабилизатора, который может быть представлен, например, трансформатором или аккумуляторным зарядным устройством;
- термометр для жидкостей с диапазоном 100°С;
- устройство подогрева электролита, например, внешний подогреватель для стеклянной ванночки либо ТЭН с керамической кислотной защитой (не обязательно, но способствует ускорению работ).
Обмотанную свинцовым проводом щетину нужно поместить в цилиндр. Сверху его закрывают крышкой с заливным отверстием и вклеенным металлическим контактом. К последнему припаивают свинцовую обмотку. В находящейся над щетиной пенопластовой мембране проделывают мелкие сквозные отверстия. Выпрямитель тока устанавливают плюсом к контакту крышки и минусом к обрабатываемому предмету.
Принцип функционирования такого устройства состоит в том, что наполняющий цилиндр электролит просачивается на щетину через мембрану. Нанесение на обрабатываемую поверхность осуществляется движением щетины.
Наконец, в любом случае требуется компрессор либо пылесос для удаления с рабочей поверхности пыли.
Приготовление электролита
Отдельно следует рассмотреть технологию изготовления электролита. Для этого требуется хромовый ангидрид и серная кислота с показателем удельной плотности 1,84 г/см3. Количество данных веществ должно составлять на литр 250 г для первого и 2,5 г для второго. Если не предполагаются внешние воздействия на обрабатываемые предметы, возможна концентрация на литр 400 г CrO3 и 4 г H2SO4. Помимо этого нужна дистиллированная, либо кипяченая и отстоявшаяся вода. Также понадобится три емкости различного размера. Они могут быть представлены стеклянной банкой, кастрюлей и утепленной стекловатой или пенопластом коробкой с влагостойкой крышкой. Наконец, нужен термометр.
Водой при 60°С наполняют банку до половины или чуть больше. Сначала засыпают хромовый ангидрид и размешивают до растворения. Далее добавляют серную кислоту, при необходимости долив воду. После этого следует определить содержание хромового ангидрида путем проверки плотности раствора ареометром. Банка с ним помещена в наполненную водой кастрюлю с кипятильником, а кастрюля установлена в коробке. Затем данную смесь выдерживают под током на протяжении 3,5 ч. Мощность его рассчитывают на основе соотношения 6,5 А/1 л. По этой формуле с учетом требуемого количества электролита выбирают источник тока либо наоборот на основе мощности имеющегося устройства готовят определенное количество раствора. По завершении выдержки электролит должен обрести темно-коричневую окраску. Затем его оставляют в прохладном месте на сутки.
Подготовительные работы
Перед хромированием обрабатываемую поверхность необходимо подготовить путем удаления декоративного покрытия (лака, краски), коррозии, загрязнений способом зачистки наждачной бумагой либо шлифовальной машиной. В случае ненадлежащего качества осуществления данных работ возможно образование раковин на хромовом покрытии.
В завершение рабочие поверхности обезжиривают. Причем считается, что вещества, традиционно используемые в качестве растворителей, такие как бензин и уайт-спирит, не подходят для данной цели. Поэтому рекомендуется применять специальный раствор, который может быть сделан самостоятельно. Для этого на 1 л воды нужно растворить 150 г едкого натра, 50 г кальцинированной соды, 5 г силикатного клея. Данную смесь нагревают до 80 — 90°С и выдерживают на протяжении 20 минут в ней обрабатываемый предмет (45 — 60 минут в случае сложного рельефа поверхности).
Кроме того, объем подготовительных работ определяется материалом. Так, для непосредственной обработки, как упоминалось, подходят детали из меди, латуни, никеля. Стальные предметы необходимо предварительно покрыть данными металлами. Пластиковые поверхности обрабатывают графитосодержащим лаком либо графитным порошком и электролитическим способом при 0,7 А/дм2 наносят медь. Приготовление электролита осуществляют путем растворения на литр воды 150 г концентрированной серной кислоты, 35 г сульфата меди, 10 г этилового спирта. После обработки предмет моют и сушат.
Наконец, стальные и чугунные поверхности непосредственно перед началом хромирования подвергают декапированию на протяжении до 1,5 минут при плотности тока 24 — 40 А/дм2 в соляной кислоте.
Общие сведения
Толщина слоя покрытия обычно невелика — от 0,2 до 0,8 миллиметров (хотя встречаются изделия и с более толстым слоем). Хромированию могут подвергаться любые металлы и их сплавы (железо, чугун, сталь, алюминий, медь и другие), а также диэлектрики (пластик, камень, дерево, фарфор и другие).
Покрыть хромом можно посуду, украшения, детали автомобиля или мотоцикла, мебель. Помимо этого хромирование деталей и пластика выполняет следующие важные функции:
- Термическая и механическая защита. Хром обладает плотной структурой и очень высокой температурой плавления. Поэтому при нагреве его химико-физические структура не изменяется. При механическом ударе вещество также сохраняет свою структуру, поэтому хромированные детали обладают более высокой механической устойчивостью.
- Антикоррозийная защита. С химической точки зрения хром является инертным веществом. При нормальных условиях он не вступает в контакт с водой и атмосферным воздухом. Поэтому изделия с хромовым покрытием не покрываются коррозией длительное время. С кислотами, щелочами и солями хром также вступает в химические реакции неохотно.
- Восстановление прочности запчасти. В случае длительной эксплуатации в запчастях появляются небольшие трещины и углубления, что негативно сказывается на их прочности, надежности. Нанесения хромового покрытия позволяет закрыть эти трещины и вмятины, что улучшит их практическое применение.
- Защита от грязи и повышение отражательной способности. Хромовое покрытие надежно защищает деталь от грязи, пыли и органического мусора. Люди покрывает запчасти своих ТС, чтобы их транспорт был лучше виден в темноте (покрываются обычно диски, отдельные детали или весь кузов целиком).
Осуществление
В случае использования технологии жидкого хромирования работы начинают с нагрева электролита до 52±2°С. После анода в него помещают обрабатываемый предмет и ожидают его нагрева до той же температуры. Необходимо учитывать, что равномерность покрытия определяется правильностью расположения предмета и анода. После этого прикрепляют катод и подают ток (оптимальная плотность — 50 — 55 А/дм2), выдерживая деталь так на протяжении от 20 минут (время выдержки определяется визуально в зависимости от особенностей предмета и может составлять 2 — 3 часа). В любом случае толщина покрытия определяется плотностью тока и продолжительностью выдержки.
Деталь, восстановленная хромированием в домашних условиях
По завершении предмет моют и помещают в сушильный шкаф на 2,5 — 3 часа с целью повышения сцепления покрытия с поверхностью и его твердости.
При первом выполнении хромирования желательно предварительно обработать опытный образец.
Подготовка поверхности
Перед началом обработки поверхность каждой детали необходимо подготовить. Для этого нужно выполнить следующие операции:
- с поверхности детали удаляются пыль, грязь и ржавчина;
- область воздействия тщательно вымывается и высушивается;
- поверхность обезжиривается с помощью бензина.
Проигнорировав одно из вышеперечисленных действий, мастер рискует получить плохой результат. Нанесение будет некачественным, а поверхность непривлекательной.
Подготовка поверхности элемента кузова к хромированию
Возможные дефекты
Несоблюдение технологии ведет к образованию различных дефектов хромового слоя. Во избежание этого необходимо знать основные причины:
- несоблюдение температурного режима;
- неправильные концентрации элементов раствора;
- некачественная подготовка рабочей поверхности;
- нарушение параметров подачи тока;
- наличие посторонних частиц и примесей.
Вследствие названных причин проявляются такие дефекты, как слабый блеск либо его отсутствие, питтинг, хрупкий осадок, шероховатость, набросы, вуаль, шероховатые и темные пятна, подгар, отслаивание, трещины, полосы, пузыри, шелушение, отсутствующие фрагменты, темно-серый цвет, низкие скорость осаждения и рассеивающая способность электролита, черная или коричневая пленка на анодах.
Нюансы технологии
Для качественного покрытия поверхности хромом лучше всего перед началом процесса обработать деталь кислотными средствами или другой грунтовкой. Такая операция обеспечит качественное нанесение и длительный срок эксплуатации.
Очень важно обезжирить поверхность перед началом работы. Для этого можно воспользоваться растворителем и антисиликоном. С помощью наждачной бумаги рекомендуется удалить глянец. Следующим этапом должно быть нанесение грунта. После его высыхания поверхность готова к покрытию.