Хром — это металл, который отличается хорошей прочностью, приятным внешним видом и высокой защитой от коррозии. На практике изделия из чистого хрома применяются редко в связи с высокой стоимостью металла (сложная добыча, непростое обогащение). Поэтому этот химический элемент обычно наносят тонким слоем на другие металлы, камень, пластик, дерево и другие материалы. Это позволяет улучшить физико-химические и эстетические свойства обрабатываемой детали за сравнительно небольшую сумму. В металлургическом деле процедуру нанесения хрома тонким слоем называют — хромирование.
Покрываться хромом могут различные изделия — рабочие инструменты, диски для автомобилей, оборудование для кораблей, посуда, декоративные изделия. Хромирование может выполняться различными способами, а сегодня таких способов насчитывается более 10 штук (хотя на практике применяется 3-4 технологии хромирования). Но возможно ли хромирование в домашних условиях — или его проводят только на фабриках и заводах? Какими особенностями обладает хромирование пластика? И о каких правилах техники безопасности не нужно забывать? В статье эти вопросы будут рассмотрены.
Что такое хромирование?
Хромирование деталей заключается в нанесении специального покрытия на металлическую поверхность. Существует два основных метода:
- Насыщение поверхностных слоёв диффузионным методом. Максимальное число атомов хрома проникает внутрь металлической кристаллической решётки.
- Электролитический метод. Заключается в катодном осаждении хрома на стальную конструкцию под действием электрического тока.
Покрытие хромом проводится только на чистую подготовленную поверхность. Особенностью процесса является нанесение однородного слоя определённой толщины на конструкции различных форм. Покрытие может выполнять декоративную или защитную функцию.
Толщина образуемого слоя — от 0,075 до 0,25 мм. Твёрдость — 66–70 HRC. Поверхность имеет шероховатости и чем толще наносимое покрытие, тем больше дефектов. Поэтому после хромирования требуется полировка заготовок.
Технология предусматривает применение растворов:
- с хромовым ангидридом;
- с сульфатом или хлоридом хрома.
Необходимость хромирования
Под хромированием металла понимают процесс металлизации хромом для улучшения поверхностных свойств и характеристик элементов. При хромировании происходит диффузное насыщение хромом различных поверхностей из стали. Обработка хромом допустима и в отношении АВС пластика, алюминия, латуни, силумина.
Покрытие хромом придает внешнему виду деталей более красивый вид, облагораживает их. Хромовый слой обеспечивает оригинальный цвет «металлик», литые диски автомобиля, отражатели фар, запчасти мотоциклов, сувениры или предметы интерьера для дома начинают выглядеть более эстетично.
Прочие достоинства хромирования:
- Защита. Нанесение слоя хрома помогает повысить стойкость изделий к перепадам температур, увеличивает коррозионную и эрозионную устойчивость, снижает подверженность механическим повреждениям. Детали становятся сверхтвердыми (950 – 1100 единиц по соответствующей шкале), поэтому меньше реагируют на химическое повреждение, не окисляются.
- Восстановление. Срок службы основания серьезно повышается, крупные и мелкие детали становятся очень стойкими к износу. При низкой глубине износа хромирование полностью восстанавливает изделие (например, у валов и втулок закрываются трещинки до 1 мм глубиной).
- Отражательные качества. Некоторые элементы автомобиля хромируют для повышения различимости в темноте. Отражение улучшает декоративные качества техники.
- Чистота. Хромирование изделий защитит их от грязи и пыли, поскольку предотвращает прилипание различных загрязнений.
По сравнению с никелированием хромирование имеет меньше недостатков: стоимость услуг ниже, покрытие будет более твердым и прочным. Применение никеля выигрывает лишь по декоративным качествам, так как поверхность становится еще эстетичнее.
Где применяется (назначение покрытия хромом)
- В промышленности многие изделия часто работают на износ, например, пресс-формы или поршневые цилиндры. Их изготавливают из углеродистой стали или нержавейки. Без покрытия такие пресс-формы быстро изнашиваются и подлежат замене. При покрытии их твердым хромом, срок службы возрастает более, чем в 3 раза.
- Металлический хром является пищевым покрытием. Это значит, он не вступает в реакции с пищей, не вызывает аллергии при контакте с кожей и слизистыми оболочками людей и животных. Поэтому им постоянно покрывают хирургические инструменты (скальпели) и детали механизмов, контактирующие с пищей.
- Хром устойчив в вакууме. Им покрывают детали космических кораблей.
- Хром термоустойчив, применяется для изделий, постоянно работающих с высокими температурами.
Существует еще множество назначений этого покрытия.
Особенности хромирования
Хоть хромирование и способно в один момент изменить внешний облик мотоцикла или автомобиля, эта процедура довольно сложная и опасная. Связано это с использованием специальной гальванической ванны и серьёзных реактивов, которые могут нанести вред здоровью, если не следовать инструкциям. Все химические и физические превращения должны происходить под чётким контролем мастера, даже если процедуру проводят в домашних условиях. Поэтому важно перед началом ознакомиться со всей теоретической базой. С тех пор как хромировать металл в домашних условиях стало трендом, появилась масса самых различных методов.
Нанесение хрома — это физико-химический процесс, который протекает после того, как деталь обрабатывают в гальванической ванне. На изделие накладывается тонкий слой металлического хрома, который практически мгновенно застывает. В итоге легко получить кузовную деталь с блестящей поверхностью и стойкостью к внешним повреждениям. Хромирование значительно повышает физические, химические и декоративные характеристики, поэтому его часто используют на нижних частях транспортного средства, которые подвергаются воздействию внешней среды.
Технологии хромирования в домашних условиях
Можно заказать услуги опытных компаний, которые проводят процедуру, или же заняться самостоятельно, но в любом случае смысл операции – очищение поверхности с последующей обработкой током и реагентами. Здесь работают химические законы катализации и окисления, поэтому нужно немного познакомиться с этой наукой. Ниже мы подробнее расскажем о процессах.
Виды металлизации
Гальваническое хромирование
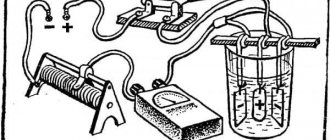
Хромирование осуществляется осаждением на поверхности деталей слоя металла из электролитов, содержащих ионы данного металла. В специальную ёмкость монтируются два анода и заливается электролит. Хромируемое изделие подключается к «минусу», а аноды — к «плюсу». Далее замыкается цепь и металл, входящий в состав электролита, осаждается на деталь. Гальваническое хромирование — очень хороший вариант металлизации, для металлов. В результате такого процесса получается зеркальная ровная поверхность. Она имеет высокие антикоррозийные свойства, износостойкость, а также может выдерживать высокие температуры. В зависимости от применения различных электролитов процесс может называться гальваническое золочение, серебрение, меднение.
Нужно отметить, что нанесение металла гальваническим способом – это токсичный и опасный процесс, связанный с применением химически активных веществ, вредных для здоровья. Нужно это учитывать и обеспечить хорошую вентиляцию и использовать средства индивидуальной защиты.
Вакуумная металлизация
Вакуумное напыление осуществляется в специальных вакуумных камерах. Под воздействием электромагнитного поля наносится тонкий слой металла. Далее поверхность заливается лаком.
Такой процесс применяется как декоративный тип хромирования.
Преимущество в низкой стоимости и визуальной похожести результата на гальванический хром. Недостаток в том, что изделие, хромированное таким способом, не имеет высокой износостойкости. Также требуется дорогое оборудование, требующее для функционирования много электроэнергии и материалов.
Декоративное серебрение
Часто этот процесс ошибочно называют хромированием. На деталь распыляется не хром, а серебро. Просто слово «хромирование» у всех на слуху. Этот метод металлизации мы рассмотрим подробнее, так как он наиболее приемлем с точки зрения используемого оборудования и химических реагентов. Также сам способ нанесения не сложен.
Полное название процесса – химическое серебрение методом распыления. Специальный состав распыляется на поверхность. Также используют способ полива и окунания.
Так металлизуют поверхности в основном никелем, медью.
При серебрении поверхностей применяют метод распыления. Серебро даёт прекрасный блеск. Серебрить можно любые твёрдые поверхности.
Как серебрить детали?
Распылять состав нужно на глянцевую поверхность. Наносится тонкий слой, который повторяет все неровности. Таким образом, для получения «зеркала» важна гладкость изделия.
Этапы серебрения деталей:
- Подготовка. При необходимости нужно зашпаклевать и отшлифовать поверхность. Далее загрунтовать, подготовить грунт и обезжирить. При использовании специального адгезионного грунта для металлизации, можно избежать последующего покрытия лаком до процесса серебрения, а сразу наносить серебро на грунт. На поверхности изделия он образует глянцевую поверхность. Грунт для металлизации хорошо растекается, не образуя шагрени.
- Лакирование. После высыхания лака , деталь готова к серебрению.
- На поверхность распыляется краскопультом специальный раствор (сенсибилизатор/активатор), другим пульверизатором промывается, третьим делаем серебрение, потом опять промываем, наносим смывку, опять промываем. В конце сдуваем оставшуюся воду продувочным пистолетом.
- Далее покрываем защитным лаком. Без него покрытие легко повреждается при лёгком физическом воздействии.
Добавив в защитный лак различные красители можно получить любой цвет.
Инструмент для серебрения
Воздушные пистолеты для серебрения
Серебрить можно «одноствольным» пистолетом, в который вставлены два шланга для химии и один шланг для воздуха. Также можно серебрить «двуствольными» пистолетами. Для серебрения нужно, что бы два химических раствора (серебрильный и восстановительный) смешались друг с другом, а потом распылялись на поверхность. В «одноствольном» пистолете смешивание осуществляется внутри пистолета, а в «двуствольном» снаружи. Можно работать любым пистолетом, используя при этом хороший, качественный состав. Если есть сомнения по поводу качества химического состава, то лучше использовать «двуствольный» пистолет.
Внимание: химические реагенты для процесса серебрения содержат токсичные вещества!
Всегда применяйте специальные средства защиты!
Желтизна при серебрении
Появляется при покрытии серебра лаком. Минимизировать этот эффект можно, добавив сине-фиолетовый тонер в лак.
Защитный лак
Лак уменьшается в размерах при высыхании. Он как бы сжимается и так может сползать с поверхности посеребрённой детали. Это происходит из-за того, что лаку, распылённому на зеркальную гладкую поверхность не за что зацепиться. Лак всё же держится на поверхности серебра, за счёт своей толщины и прочности. Если такое изделие активно не эксплуатировать, то защитный лак не облезет. При механическом воздействии на покрытие лак может не «устоять».
Чтобы улучшить адгезию в защитный лак примешивают специальные пластификаторы. Он становится более эластичным и мягким, меньше «сжимается» при высыхании и лучше держится. Но это не панацея и не слишком улучшает прилипание защитного лака к поверхности.
Также применяют специальное покрытие, которое распыляется после нанесения серебра. Оно наносится в два слоя. Первый слой слегка напыляется, а второй разливается на поверхности. Далее это покрытие сушится и заливается защитным лаком. Потом сушится до состояния на «отлип» и снова заливается защитным лаком. Такое покрытие получается прочным.
Существуют порошковые, сухие лаки, имеющие хорошую адгезию к металлам. Порошковые лаки активируются при температуре около 200 градусов по цельсию. К сожалению, при такой температуре серебряное напыление матовеет. Таким образом, порошковые лаки не применимы к защите посеребренной детали.
Преимущества технологии серебрения:
- Простая технология, не требующая сложного оборудования. Широкий выбор оборудования и материалов. Низкая себестоимость покрытия.
- Для серебрения не требуется больших площадей. Достаточно небольшого помещения с вытяжкой.
- Серебрение даёт высокую отражающую способность и по декоративным свойствам может быть альтернативным способом металлизации вместо более сложных методов гальванического хромирования и вакуумной металлизации.
- Серебрить можно любую твердую поверхность, а не только металлическую (в случае с гальваникой).
- Изделия можно покрывать не только под «хром». Добавляя специальные красители в защитный лак, можно менять оттенок конечного декоративного покрытия.
Главный недостаток декоративного серебрения – это плохие защитные свойства покрытия. Если суметь правильно защитить посеребренную поверхность, то этот недостаток нивелируется. То есть важно правильно покрыть защитным лаком, как описывалось выше.
Стоит также упомянуть о красках с зеркальным эффектом.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.
Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Гальванический метод хромирования
Гальваническое хромирование деталей — самый популярный метод, ведь все действия можно осуществить своими руками. Гальваника предполагает помещение деталей в специальный раствор с определенным составом, откуда под воздействием волн (солитонов) электрического тока атомы хрома будут осаждаться на поверхность. Имея нужный набор приспособлений для хромирования, можно самостоятельно создать высококачественное покрытие путем гальванизации.
Электролитический метод хромирования
Одна из разновидностей гальваники. При использовании электролиза трех- или шестивалентный хром придает изделию нужный «металлический» вид. При применении трехвалентного элемента основным веществом раствора выступает хромовый ангидрид. Использование шестивалентного хрома отличается от предыдущего метода наличием в составе раствора сульфата хрома.
При проведении электролитического хромирования дисков или иных деталей важно строго соблюдать пропорции компонентов. В противном случае защитный слой быстро отслоится либо на нем будут пятна, неодинаковая матовость и недостаточный глянец.
Диффузионный метод хромирования
Напыление хрома производится при помощи гальванической кисти. В домашних условиях такой метод более предпочтителен, ведь мастеру не потребуется использовать ванну. Особенно рекомендуется выполнять методику для деталей из алюминия, углеродистой стали, сплавов с кремнием.
Химическая металлизация поверхностей и деталей
В процессе этой работы используются химические реактивы, компрессор и краскопульт. Выполняются практически те же самые операции, что и при покраске поверхностей акриловым лаком либо эмалью. При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении.
Каталитический метод хромирования
Подвид химического хромирования черных или цветных металлов, предполагающий нанесение на деталь жидкости без кислот в составе. Технология безопасна для человека и помогает создать оригинальные, необычные эффекты.
Каталитическое хромирование можно применять в отношении обычных и гибких изделий (при электролизе последнее невозможно, покрытие отслоится).
Обычно в качестве реагента берется серебро в щелочном растворе аммиака, а как восстановитель — формалин или гидразин. Применение серебра делает деталь молочной с зеркальной поверхностью.
Хромирование способом химической металлизации
Метод химической металлизации наиболее подходит для хромирования деталей в домашних условиях. Здесь тоже присутствуют специальные реактивы, но другого сложного оборудования, кроме краскопульта и компрессора, не требуется.
Во многом процесс хромирования напоминает обычную покраску изделий эмалью или акриловым цветным лаком, только результат получается другим. Вместо полимерной защитной пленки на поверхности образуется тонкий (0.075 — 0.
25 мм) металлический слой с зеркальным блеском, не уступающий по физико-химическим характеристикам вакуумному напылению.
Существует два способа химической металлизации:
- восстановление хрома из солей в процессе прохождения химических реакций;
- покрытие специально подобранными химикатами, в результате взаимодействия которых на поверхности осаждается прочный мономолекулярный слой серебра или другого металла.
Для работы с солями хрома потребуются гипософит натрия, фтористый хромил, фосфат хрома, хлористый или уксуснокислый хром, едкий натр, уксусная кислота и другие химикаты.
Большинство из них небезопасны для здоровья, некоторые очень ядовиты. Если вы намерились хромировать детали этим способом необходимо повторить курс химии.
Даже при наличии тщательно расписанной инструкции, добиться желаемого результата сложно.
Вакуумное хромирование
Технология принадлежит к химической металлизации и имеет еще одно название — PVD-процесс. Дает конденсацию паров хрома на поверхности детали после помещения ее в специальную вакуумную камеру. В этой установке при отрицательном давлении хром нагревается до температуры испарения, потом оседая как туман на изделии.
Расчет давления, срока хромирования будет зависеть от степени износа детали, вида материала. После вакуумного хромирования толщина металлического слоя минимальная, поэтому деталь сверху покрывают специальной краской из баллончика или лакируют.
Термохимическое хромирование
Применяют средства в порошках, состоящие из шамота, феррохрома. Методика аналогична таковой при химическом хромировании, только изделие в процессе будет подвергаться нагреванию.
Обработка с помощью напыления
Напыление элементов хромом (каталитическая металлообработка) выполняется с использованием реакции «серебряного зеркала», при которой в роли реагентов выступают комплексные серебряные слои, находящиеся в щелочных растворах аммиака. Функция восстановителя отводится формалиновому или гидразиновому раствору, либо инвертированному сахарному сиропу.При параллельном напылении серебра и восстановителя стальное изделие приобретает кипельно белую поверхность с зеркальным блеском.Подобным изделиям свойственны прекрасные отражающие характеристики. Последующая стадия предполагает нанесение на изделие лакового покрытия для защиты от царапин с добавлением красящего светоустойчивого тонера.Для получения последнего смешивают три пигмента — черный, синий и фиолетовый в соотношении 1:1:3.Обрабатывание с помощью «серебряного зеркала» разбивается на ряд последовательных шагов:
- Анализ и подготовка. Сначала поверхность изделия тщательно очищают с промывкой специализированным составом. Для повышения адгезии поверхность подвергают шлифовке наждачкой с уровнем абразивности P500−600.
- Применение глянцевой основы. На приготовленный материал наносится глянцевое вещество черного цвета, нивелирующее риск появления желтизны у итогового зеркального покрытия. Затем лаковое покрытие высушивается при комнатной температуре от 20°C до 25°C, без применения специализированного оборудования, при этом сушка длится 8 ч. Если высушивание осуществляется при температуре 60°C, длительность процесса сокращается до 45 мин.
- Сушка.
- Травление поверхности изделия для повышения ее сцепления с серебром, с последующим очищением дистиллированной водой.
- Сенсибилизация либо специализированное обрабатывание поверхности с использованием активатора. Это позволяет защитить поверхность особой пленкой.
- Металлизация с применением серебра.
- Нанесение на изделие защитного лакового покрытия, надежно оберегающего его от потускнения и утраты первоначальных качеств при долгой эксплуатации, механическом воздействии либо из-за разрушительного влияния агрессивных сред.
Порядок выполнения работ
Для большинства методов хромирования покрытие изделия будет проводиться в следующем порядке:
- Очистка от сильных загрязнений и подготовка. Удаление излишков масла, старого покрытия, отсоединение подвижных частей механизмов, крепеж изделий на оснастку для покрытия.
- Обезжиривание. Удаление мельчайших частей жира на поверхности при помощи растворов. Вариантов несколько: Химическое обезжиривание (стиральный порошок), электрохимическое, ультразвуковое и т.п.
- Травление (для стальных изделий). Удаление ржавчины и окалины.
- Покрытие.
- Сушка.
- Контроль качества.
Описание процесса
Наши современники мало чем отличаются от представителей прошлых эпох в том, что касается любви к привлекательным, сверкающим вещам. Оригинально оформленные кузовные элементы автомобилей, сверкающая хромированная сантехника на кухне и в ванной, необычные статуэтки и красивые фасадные покрытия зданий — всё это крайне популярно на сегодняшний день, вот почему потребность в услугах мастеров, владеющих технологией хромирования, постоянно увеличивается.Сегодня широко используются 3 метода металлизации заготовок:
- цинкование;
- хромирование;
- алитирование (алюминирование).
Цинковое покрытие делает сталь и другие металлы устойчивыми к коррозии, что позволяет сильно увеличить срок эксплуатации изделий, покрытых цинком.Алюминий тоже повышает устойчивость к коррозии, по этой причине им часто покрывают приборы, рассчитанные на работу в температурном диапазоне до 900°C. К подобной аппаратуре относится оборудование для нефтедобычи и перекачки сжиженного газа, узлы и детали печей и многое другое.Нанесение тончайшего слоя хрома позволяет создавать модные декоративные покрытия и делать изделия более эстетичными, умело скрывая заводские дефекты. Также хромовое покрытие способствует улучшению эксплуатационных показателей, в том числе:
- Повышает стойкость к коррозии;
- Делает металл более твердым;
- Сильнее защищает поверхность от эрозии;
- Делает изделие жаропрочным;
- Повышает стойкость к износу;
- Улучшает внешний вид изделия;
- Делает возможным создание высококачественных покрытий с установленными характеристиками.
Гальванизация
Гальванический способ – это покрытие чугунных, стальных, латунных или медных конструкций слоем хрома. Но не только металлические изделия можно подвергать хромированию способом гальванизации. Пользоваться этим способом можно и с целью хромирования также и пластмассовых, деревянных изделий. Но в этих случаях процесс будет дорогим и технологически сложным. Для прочного удержания на поверхности деталей покрытия из хрома даже металлические изделия требуют еще одного предварительного покрытия. Для этой цели используют никель, латунь либо медь.
Гальванизация требует создания гальванической установки. Кроме этого, нужен источник постоянного тока и набор реактивов. Набор этот состоит из ангидрида хрома, серной кислоты, соды кальцинированной и гидроокиси натрия.
Следует учесть, что при работе по этому методу требуется, чтобы не было перепадов силы тока. Также нужно постоянно контролировать уровень концентрации солей в электролите и строго соблюдать температурный режим довольно длительный срок (от 5 до 8 часов). Выполнение всех перечисленных условий в домашних мастерских – задача не из легких. Именно по этой причине описывать процесс гальванизации в подробностях в этом обзоре не станем.
Как хромировать детали?
Хромирование конструкций своими руками в домашних условиях необходимо выполнять в просторном нежилом помещении. Нужно подготовить инструменты, плотную одежду, очки, респиратор.
Для подготовки раствора нужно использовать неметаллические ёмкости. Связано это с необходимостью применения окислительного раствора.
В качестве катода следует использовать тонколистовой свинец или оловянный сплав. Ванна для электролиза может быть пластиковая цилиндрическая или прямоугольная. Если раствора было приготовлено больше требуемого объёма, его можно хранить в герметичной ёмкости с крышкой.
Для приготовления электролита должны быть использованы только чистые вещества. Хромовый ангидрид недоступен в свободной продаже.
Пошаговое хромирование деталей автомобилей:
- Деталь очистить от грязи и отполировать.
- При обработке стали проводят активацию поверхности. Она заключается в погружении заготовки в соляную кислоту на 5–20 минут. Длительность зависит от размеров и сложности поверхности.
- С детали смываются остатки кислоты.
- После высыхания конструкция погружается в ванну с раствором электролита.
- Внутри ванны устанавливается анодная свинцовая пластинка, к ней подключается плюсовой контакт от источника тока. К детали подсоединяется минусовый провод.
- Включается питание на 20-40 минут. По истечении времени деталь извлекается наружу.
- Через 3 часа хромированную поверхность шлифуют до блеска.
Для получения качественного покрытия нужно обеспечить:
- стабильное электрическое напряжение;
- соблюдение пропорций электролита;
- подготовку детали в соответствии с требованиями технологии;
- контроль и соблюдение температурного режима;
- выдержку электролита под током определённое время (от трех часов).
Обезжиривание
Можно ограничиться бензином или растворителем, но если жирные пятна все же остались, эффективнее всего замочить предмет на 20-60 минут. Состав жидкости:
- 1 л воды, нагретой до 80-90 градусов.
- Гидроксид натрия – 150 г.
- Клей «жидкое стекло» – 5 г.
- Карбонат натрия (техническая сода) – 50 г.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Выбор помещения
Осуществлять хромирование следует в хорошо вентилируемом нежилом помещении. Идеальный вариант — автомобильный гараж. Летом можно работать и прямо на улице под брезентовым навесом. Такие меры носят обязательный характер, иначе здоровью исполнителя может угрожать опасность из-за токсичных и ядовитых испарений вещества.
Подготовка поверхности
Этому немаловажному этапу стоит уделить особое внимание. Ведь получить качественное покрытие можно лишь на идеально очищенных и обезжиренных поверхностях. Поэтому, перед тем, как как хромировать металл, дерево или пластик в домашних условиях, их необходимо тщательно очистить.
На обрабатываемых деталях не должно быть пыли, грязи, малейших следы ржавчины. Старое покрытие и краску также следует полностью удалить.
После очистки неровные поверхности тщательно шлифуют. Никаких сколов и царапин оставаться не должно. Следующий этап – полировка наждачкой и специальными пастами.
Затем деталь, подлежащую хромированию, обезжиривают в нагретом почти до кипения (90°С) растворе. Изделия из цветных металлов можно обработать смесью мыла без косметических добавок и фосфорнокислого натрия. Сталь или чугун погружают в раствор из жидкого стекла, каустика, карбоната и фосфата натрия. Для удаления окисной пленки используют серную кислоту.
Факторы хромирования
Постоянная температура электролита должна быть не менее 50 и не более 55 градусов. Сперва поместите вещь в емкость, а только затем подавайте электричество, чтобы металл нагрелся до температуры воды.
Требуемое оборудование
Гальваника (хромирование) в домашних условиях возможна при наличии следующего вида оборудования:
- блока питания: на выходе он должен показывать 1А и оснащаться регулятором напряжения; для небольших объемов работ достаточно выпрямителя тока; сечение проводки зависит от размера обрабатываемой детали (минимум 6,25 мм);
- проводов: плюсовой будет погружаться в электролит, минусовой, с держателем-«крокодильчиком», находиться на конце к обрабатываемой детали;
- анодов из сплавов олова, свинца или сурьмы;
- емкости подходящего размера из химически стойкого материала, не проводящего ток; идеальный вариант – пластиковая ванна; для хромирования небольшого размера деталей достаточно стеклянной банки;
- деревянного ящика с теплоизоляцией из стекло- или минеральной ваты, в который будет помещаться емкость; использовать в качестве утеплителя можно также обычный песок;
- герметичной крышки: изготовить ее можно из куска фанеры или деревянных досок;
- тэна, мощность которого достаточна для обогрева жидкости в выбранной емкости до температуры 60-80°С;
- контактного термометра или терморегулятора;
- полой формы для заливки электролита с краном или кистью на конце; для ее изготовления используется пучок медной проволоки, закрепленный и обвязанный свинцовым проводом.
Средства защиты
Необходимо обзавестись и защитными средствами — плотные резиновые перчатки и качественный респиратор. Одежду можно укрыть фартуком из прорезиненого материала.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).
Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Хромирование с помощью кисти
Главным элементом оборудования, необходимого для хромирования пластика в домашних условиях при помощи специальной кисточки, является сама кисть, с помощью которой наносится реагент на поверхность обрабатываемой детали.
Схема устройства кисти для хромирования
Ее можно сделать самому. Для этого необходимо взять полую внутри трубку из органического стекла, на один конец которой приспосабливаем щетину из электропроводного материала. Для этой цели лучше всего подойдёт пучок из тонкой медной неизолированной проволоки. Щетину кисти нужно обмотать тонким свинцовым проводом.
Для нанесения хромового покрытия на пластик, саму деталь и кисть необходимо подключить к источнику электропитания, таким источником может быть трансформатор или автомобильный аккумулятор. В зависимости от выбора источника питания схема подключения будет разной.
В случае если используется трансформатор, к кисти подключают диод: анод подключаем к понижающей обмотке трансформатора, а катод с помощью зажима типа «крокодил» присоединяем к обрабатываемой детали. Если источником питания служит аккумулятор, диод не используется.
После подключения к источнику электропитания, на деталь с помощью кисти наносится электролит, который предварительно заливается в полую ручку кисти, важно при этом следить за уровнем самого электролита. Раствор наносится плавными движениями из стороны в сторону ровными слоями.
Для того чтобы покрытие сохранилось максимально долго, специалисты рекомендуют наносить раствор в несколько слоёв, количество проходов по каждому участку должно быть в диапазоне от 25 до 35 раз.
Подготовка емкости для хромирования
В любом случае для выполнения процедуры потребуется условная ванночка для содержания детали в рабочем растворе. В зависимости от размеров детали может применяться 3-литровая банка, таз, бак или классическая ванна. Единственным ограничивающим параметром выбора является материал изготовления – стекло или металл, не вступающий в химические реакции с электролитом. Далее следует заняться обустройством выбранной емкости.
Во-первых, она должна быть установлена на ровной поверхности и зафиксирована в стабильном положении, чтобы хромированный металл получил равномерное покрытие. Во-вторых, в холодное время потребуется теплоизоляция емкости, в качестве которой может использоваться стеклоткань, минвата или сыпучий материал (песок, керамзит).
На этом же этапе продумываются приспособления или конструкции для удобного удержания заготовки и функциональных устройств, которые будут использоваться на разных этапах проведения операции.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Подготовка обрабатываемой детали
Качество и долговечность нанесённого слоя хрома зависит от подготовки окрашиваемой детали. Хромированная поверхность должна идеально удовлетворять все требуемые параметры очистки. Этим можно заняться пока готовый раствор отстаивается после «проработки» электрическим током.
Очистка и обезжиривание
Металлическая деталь должна быть полностью очищена от любого мусора, лакокрасочного покрытия, грунтовки, ржавчины и т. д. Отнестись к этому этапу подготовки следует с особым вниманием, ведь от этого зависит качество хромирования. Даже если деталь подвергалась частой покраске, справиться с этим поможет наждачная бумага или специальная шлифовальная машина. При использовании абразивных насадок или жёстких дисков аналогичных наждачной бумаге очистить поверхность металлического изделия не составит труда. Шлифовальная машина поможет даже сгладить все царапины и сколы, сделав поверхность идеально ровной.
После того как поверхность полностью очищена от грязи и краски, следует перейти к обезжириванию. От качества этой процедуры также зависит качество нанесения слоя хрома.
Обезжиривание — это приготовление специального раствора, который включает следующий компоненты:
- гидроокись натрия — 150 г/л;
- кальцинированная сода — 50 г/л;
- силикатный клей — 5 г/л.
После замешивания раствора для обезжиривания деталей он нагревается до температуры 80−90 градусов по Цельсию. Изделия в нём выдерживаются в течение 20 минут, но если поверхность отличается сложным рельефом или сильно загрязнена, то время увеличивается до 1 часа.
Как готовить электролит?
Для хромирования деталей в домашних условиях нужен электролит. Пропорции ингредиентов для приготовления раствора:
- ангидрид в растворе 150–250 г/л;
- серной кислоты от 1,5–2,5 г на литр раствора.
Ангидрид хрома ядовит, его применение смертельно опасно.
Приготовление электролита:
- Стеклянный сосуд на 50% заполняется водой, нагретой до +600С.
- В соответствии с количеством налитой воды добавляется ангидрид. Смесь перемешивается до полного растворения.
- Доливается вода до наполнения сосуда.
- Заливается в пропорции кислота, жидкость тщательно перемешивается.
При электролитическом восстановлении катод присоединяется к заготовке, а анод – погружается в подготовленный раствор.
Раствор, оставшийся после хромирования, нужно утилизировать. Он канцерогенен и может вызывать кожные заболевания, появление опухолей.
Состав
Растворите в одном литре чистой воды (желательно использовать дистиллированную в бутылках или обычную водопроводную, но после фильтрации и заморозки) 250 г CrO3 – хромового ангидрида. Затем следует добавить 2,5 грамма H2SO4 – это серная кислота, она должна быть концентрированной (расчет для плотности 1,84). Купить все это можно в специализированных магазинах.
Методика приготовления
Инструкция для изготовления электролита:
- Подогрейте воду до 60 градусов, заполните ей 1/2 емкости.
- Добавьте CrO3, разведите полностью.
- Долейте оставшуюся подогретую жидкость.
- Засыпьте серную кислоту, перемешайте.
- В течение 3,5 часов пропускайте ток. Его сила рассчитывается из формулы – 6,5 ампер на один литр. После этого электролит приобретет коричневый цвет.
- Поместите резервуар в прохладное темное место на сутки.
Подготовка детали
Производится в два этапа. Предварительно возьмите заранее приготовленный раствор, повторно нагрейте его до 60 градусов, а затем оставьте на три часа. За этот период как раз можно произвести очищение и обезжиривание.
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Условия проведения обработки
В процессе хромирования независимо от применяемого метода обработки неизбежно выделение вредных испарений, поэтому от жилых помещений сразу стоит отказаться. Оптимальным местом является гараж, подсобка или другое техническое помещение. Но и это не все. Необходимо продумать стабильно работающую вентиляцию с эффективной вытяжкой.
Надеяться на естественное выветривание нельзя, так как вредные вещества могут оказать воздействие уже в ходе проведения работ. Как хромировать металл в домашних условиях, не причиняя вреда здоровью? Даже при наличии вентиляции следует подготовить средства индивидуальной защиты.
Необходимый набор включает в себя строительные очки, респиратор, фартук и перчатки с резиновым покрытием.
Что предусмотреть
- Во-первых, эффективная вентиляция. Причем она должна быть не естественной, а принудительной (вытяжной).
- Во-вторых, респиратор, специальные очки, прорезиненные перчатки и фартук – обязательно.
- В-третьих, как утилизировать «отходы производства»?
Помещение
Если захочется произвести хромировку бампера, дисков колес, то балкона явно не хватит. Понадобится отдельное, просторное помещение.
Подготовительные мероприятия
Во-первых, чтобы качественно отполировать металл, нужно иметь определенные навыки.
Во-вторых, многие ли могут похвастать знанием химии, в частности, специфики процесса электролиза? Кто сможет правильно подобрать долевое соотношение всех ингредиентов? А ведь точность – залог качества.
В-третьих, где взять необходимые материалы? Кислоту еще купить можно, а как быть с ангидридом? Это вещество продается только юрлицам, а зайти купить его «просто так», как «зеленку» или батон хлеба – не получится. Следовательно, придется искать по знакомым. Хорошо, если такие найдутся. Кстати, и H2SO4 должна быть ЧИСТОЙ, а не той, что продается для АКБ.
В-четвертых, сможет ли «самодеятельный» мастер выдержать необходимый «токовый» режим во время приготовления раствора?
Если хотя бы один из пунктов подготовки не будет выполнен с надлежащей точностью, все остальное – «мартышкин» труд.
Подготовка к процедуре
Первым делом понадобится приготовить средства защиты. Необходимо использовать:
- защитные очки;
- респиратор;
- закрытую одежду;
- перчатки.
Важно! Процедура химического хромирования должна выполняться в проветриваемой комнате. Оптимальным выбором станет помещение с установленной вытяжкой или хорошей вентиляцией.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
Опасность для здоровья
Да, хромированный металл – это материал, защищенный от коррозии, но наносить столь полезное покрытие необходимо с величайшей осторожностью. Потому что один из двух главных компонентов электролита, а именно ангидрид (CrO3) очень токсичен. Как в виде кристаллов, так и растворенный в воде и образующий кислоты, он является источником канцерогенов.
Соли и оксиды Cr малолетучи, но это не должно успокаивать, так как в результате нагрева (под воздействием электролита) они могут испаряться, примешиваться к водным парам и после оседать на коже.
Именно поэтому так важно работать в очках, респираторе, перчатках и спецодежде – чтобы вредные вещества попадали на ткань. Помните, если столь вредное вещество впитается сквозь поры, попадет в организм через слизистые оболочки или каким-то другим путем, это чревато развитием серьезнейших заболеваний, вплоть до опухолей. Поэтому соблюдать технику безопасности необходимо просто неукоснительно.
Мы поэтапно рассмотрели, как происходит хромирование деталей, как к нему подготовиться, о чем нужно помнить при проведении процесса. Теперь, когда вы понимаете все риски химического осаждения в домашних условиях, мы призываем подойти к процедуре с максимальной ответственностью и осторожностью. может вам помочь – мы занимаемся продажей ленточнопильных станков, чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Основные дефекты и удаление некачественного хромового покрытия
Получение бракованного покрытия не должно пугать начинающего гальваника. Некачественный слой хрома можно снять в растворе соляной кислоты (100-200 г/л). После этого детали промываются в воде, а процесс хромирования можно повторить.
Чаще всего встречается несколько основных дефектов:
- Отслаивание хромовой пленки. Главной причиной является плохая адгезия (сцепляемость) из-за недостаточного обезжиривания. После снятия покрытия поверхность заново очищается и активируется.
- Наросты (дендриты) хрома на острых краях и углах. Этот дефект свидетельствует о высокой плотности тока на острых гранях. Если можно, края лучше закруглить или установить экраны в проблемных зонах.
- Матовое покрытие. Чтобы добиться блеска, необходимо повысить температуру раствора, снизить силу тока или добавить хромовый ангидрид.
Неравномерный блеск поверхности
- Большая величина силы тока.
- Температура электролита ниже рекомендованной.
«Блеск» отсутствует
- Недостаток или избыток в растворе CrO3.
- Номинал тока завышен.
- Доля кислоты меньше требуемой.
Коричневые пятна на хромировке
- Избыток хрома.
- Недостаток кислоты.
На покрытии мелкие раковины
- Некачественная механическая обработка заготовки.
- В процессе реакции с поверхности не удаляется водород. В этом случае следует изменить способ «подвешивания» образца и методику просушки.
Покрытие «размягченное»
- Повышенная температура электролита.
- Пониженный ток.
Отслоение хромировки
- Нестабильность питающего напряжения.
- Плохое обезжиривание.
- Во время слишком длительной обработки электролит остыл.
Если кому-то показалось, что хромирование, в общем-то, штука несложная, то придется несколько огорчить. Даже если речь идет о мелкой «вещице», то нюансов достаточно. Но особенно стоит предупредить о «подводных» камнях тех, кто думает поставить в домашних условиях это дело «на поток».
Источники
- https://ometalledo.ru/kak-xromirovat-metall-v-domashnix-usloviyax.html
- https://pechistroy.ru/stroymaterialy/hromirovaniya-metallicheskih-izdeliy-v-domashnih-usloviyah.html
- https://obrabotkametalla.info/mexanizm/xromirovanie-detalej-v-domashnix-usloviyax
- https://www.rocta.ru/info/hromirovanie-detalej-svoimi-rukami-v-domashnih-usloviyah-kak-ehto-opisanie-tekhnologii/
- https://plavitmetall.ru/obrabotka/xromirovanie-v-domashnix-usloviyax.html
- https://pressadv.ru/samodelkinu/hromirovanie-detalej-v-domashnih-usloviyah.html
- https://fizmatlit.com/kak-hromirovat-metall-v-domashnih-usloviyah/
- https://boldproject.ru/raznoe/hromirovaniye-v-domashnih-usloviyah.html
- https://metalloy.ru/obrabotka/zashhita/kak-hromirovat-metall
- https://metmastanki.ru/hromirovanie-detaley-v-domashnih-usloviyah
- https://tokar.guru/metally/hromirovanie-detaley-v-domashnih-usloviyah-svoimi-rukami.html
- https://kraskaok.ru/hromiruem-detali-v-domashnih-usloviyah-tehnologiya-i-neobhodimoe-oborudovanie/
- https://kraskaved.com/kraski/rabota/smeshivanie-i-kolor/xromirovanie-svoimi-rukami.html
- https://ismith.ru/metalworking/xromirovanie-v-domashnix-usloviyax/
- https://unit-car.com/tuning/122-hromirovanie-detaley-v-domashnih-usloviyah.html