Car body coating is now made in three layers. The work is finally completed by applying a varnish composition. The varnish serves as a barrier against negative environmental factors, and also provides a final decorative coating to the base. It is important to select only high-quality compounds to get the desired result. HS varnish is one of the popular varnishes among service technicians; the MS type is also used. The differences between MS and HS varnish and what they are will be described in detail below.
What does the marking mean?
Paint and varnish products created for automotive coatings are always made with a polymer base. The marking designation divides the varnish material according to the level of hardness and the amount of dry residue included in the composition, which means how much polymer is included.
The higher the concentration of dry residue, the better the properties of the solution.
When there are a large number of polymers, the products contain a small amount of harmful volatile diluents.
Paint and varnish products created for automotive coatings are always made with a polymer base.
Conclusion
The paintwork of not all cars has a layer of varnish. If you think this is a problem, then all the necessary chemicals and tools can be purchased in specialized stores or online. Before applying varnish, the body must be prepared. Usually this does not take much time, but all work should be done in a paint shop or at least in a garage with clean air. Finding the right varnish is easy. Beginners should work with hard and semi-hard varnishes, and an aerosol composition is suitable for minor repairs. Varnishes from the following companies have proven themselves to be good: Brulex, Mobihel, PPG, Duxone, Bosny, Motip.
MS varnish and its characteristics
The letter designation MC has the decoding “medium solid” which is translated from English as an average level of hardness. So there is an average amount of polymer substances in the composition, and the same is true with volatile substances. These varnishes require 2-3 layers to be applied due to the liquid nature of the solution.
Ms varnish is considered a soft type; the following positive technical characteristics are noted:
- The composition is easy to apply;
- Quick drying;
- Resistant to cracking;
- They are easy to polish and process afterwards.
But the service life of the transparent layer is short-lived, and the shine obtained after application is not very deep.
Ms varnishes are considered soft type.
Car varnish hardness, gloss level
The hardness of an automotive paint coating can depend on a number of factors: the composition of the product, the amount of hardener used, the method of application, air humidity during curing, the type of drying, and whether abrasive polishing was carried out immediately after curing.
Gloss level
In most cases, glossy automotive varnishes are used when painting the body. However, as an alternative, there is a matte car varnish. It can be applied as is or mixed with regular polish to create different levels of shine.
Lexus with matte varnish
The gloss level of different car varnishes may vary. Basically, it is determined by the ratio of the resin that hardens after drying.
HS varnish and its characteristics
HS varnish, translated from the full name “high solid”, means high hardness. Therefore, a larger amount of polymer substances is used here, and there are fewer volatile harmful diluents. The car coating is made in a standard one-and-a-half layer manner.
Such an application means that the first is made thin, while the second is ordinary.
HS varnish, translated from the full name “high solid”, means high hardness.
WHAT PAINT SHOULD I BUY?
Post by CHX » 14 Nov 2016, 01:38
Posted by BigDude » Nov 16, 2016 5:02 pm
Post by Kuban » November 16, 2016, 5:30 pm
Post by YARYY » 18 Nov 2016, 21:40
Most modern cars have two- or three-layer coatings, in which the last layer is clear varnish over the colored enamel. In this multi-layer “pie”, the varnish layer performs several important functions, both protective and decorative. The general idea of the repair carried out greatly depends on the quality of varnish application. After all, one painter’s varnish shines, while another’s is dull, one’s is smooth, like a mirror, and another’s has an “orange peel” sticking out. In general, this is the layer that can reflect both the professionalism and inexperience of the painter.
Today you will find out
Application of MS varnishes
There are several popular brands on sale that produce similar products: Vika, Brulex, Reoflex, Quickline and others. Varnishes are applied and dried similar to acrylic car enamels. A two-layer coating is made, each layer is well dried before the next is distributed. The optimal conditions for working with the funds are as follows:
- Temperature readings from +10 to +20 degrees;
- Humidity conditions up to 80%.
The paint and varnish material is distributed over the base of the car using a spray bottle. Drying is allowed under natural conditions, or hot drying can be used to reduce the time for the process.
An increase in temperature leads to an acceleration of the evaporation moment with incoming substances, and a film coating is formed on the base. The same particles of the layer that have not yet dried and are covered with a film are dried later. For this reason, these particles will cause small holes to appear on the base, which will not be visually noticeable. But the properties of the coating will be affected, leading to harmful reactions over time.
As a result, the shine will be lost, the layer will be matte with roughness. This serves as a recommendation not to resort to artificial drying immediately after varnishing the base. You need to wait until more volatile elements have time to evaporate naturally.
The period for this process under suitable conditions lasts ten minutes; if ventilation is poor, it increases to 15-20 minutes. Check the surface, the paint should be dry on top. Afterwards you can apply a second and third layer of varnish.
Varnishes are applied and dried similar to acrylic car enamels.
Keramolak
In the early 2000s, Mercedes decided to create a paint with improved scratch resistance for its luxury cars. After studying various developments, it was decided to use the varnish technology that PPG used for varnishing wooden floors. Good gloss and increased abrasion resistance of this coating were obtained by introducing silicon dioxide (SiO2) nanoparticles. This knowledge formed the basis for the development of the new automotive ceramic varnish CeramiClear.
While working on the new car varnish, the problems of improving durability, transparency, increasing adhesion, and the possibility of polishing the applied ceramic varnish were solved.
PPG holds 22 patents for technologies used to create CeramiClear automotive ceramic coating, which mainly consist of three inventions:
- A flexible silica-containing polymer that brings silica particles to the surface and provides a durable, tightly cross-linked surface layer without causing brittleness.
- A product that allows the use of the same silicon-based polymer to prevent nanoparticles from “clumping” throughout the entire dyeing process.
- Adhesion promoter based on boron-containing polymer, allowing the repair of scratch-resistant coatings.
Specially developed by PPG, CERAMICLEAR ceramic varnish for Mercedes Benz is a kind of modified polyurethane varnish. It is very durable, yet elastic, which does not make it brittle, providing better protection against chipping. It is resistant to scratches and has the ability to self-repair from small surface scratches during subsequent heating of the surface. Ceramolac was first announced in 2003. The following year, an improved version of CeramiClear appeared for use with the Global Refinish System, which subsequently received a Gold Award at the International Grand Prix for Technical Innovation in the European Automotive Segment.
The new ceramic varnish was launched into mass production by Mercedes-Benz. The first models with this new paint system were the E, S, CL, SL and SLK-Class series. Since then, the technology has been improved several times.
This system uses silica nanoparticles. Microscopic particles float freely first in a liquid transparent layer, and then rise to the surface during drying inside a special chamber at a temperature of about 140 degrees Celsius. The particles are connected to each other in such a way that an extremely dense and smoothly structured network is created, much more resistant to scratches than conventional paintwork. Solid nanoparticles are distributed throughout the layer, but are mostly concentrated in the upper part of CeramiClear.
According to Mercedes, the nanoparticles triple the scratch resistance and provide a noticeably improved shine over a long period of time.
Machines with CeramiClear are much easier to clean due to their higher surface tension. Most dirt is easier to wash off. There are fewer small scratches left after washing.
Ceramolac has also been developed for repairing vehicles coated with CeramiClear, providing approximately the same level of protection as factory Ceramolac. Keramolak can be sprayed onto already applied conventional paintwork. After spraying Ceramolak there is a “window” of 12–24 hours, after which complete hardening occurs. Inside this “window” you can wet sand the paintwork and then polish it. During this interval between application and complete hardening, ceramic varnish behaves like a regular paint coating. It is recommended to polish 2-3 hours after painting.
Keramolak PPG is also approved by BMW, Toyota, Nissan, Ferrari and is used to repair their cars with high-strength paintwork.
In collaboration with PPG, BASF and Mercedes Benz, Menzerna has developed special polishes for use on PPG CeramiClear to remove scratches and minor imperfections. The Menzerna FLEX XC3401 Ceramic Show Car Kit is specifically designed for scratch-resistant ceramic varnishes.
Application of HS varnishes
The varnish XC-76 contains a smaller amount of dry residue as a component, is thicker in structure and does not flow during distribution. The application of this type differs from the use of the MS view. Novol, Solid, Dune6000 and others are considered to be in demand on the market.
You need to make one and a half layers of coating; for beginners, this practice is difficult. The difficulty lies in creating a thin coating first, then a thicker one; without practice, it is difficult to determine the desired thickness.
As when working with MS varnishes, the first layer is the main one. It will set the tone for the rest, so you need to be especially careful when applying it. It is a mistake to create a layer that is too thin and then later make it too thick. As a result, shagreen and other flaws may appear:
- Drops;
- Leaks;
- Boiling;
- The required shine is not produced.
Moreover, if you make a two-layer thick coating, the resulting varnish coating will be rough in appearance. Repair work must be carried out according to the following rules:
- After applying a thin layer, a semi-gloss should appear on the surface;
- After just five minutes, you can apply the second layer, which is made to a standard thickness.
If it was not possible to achieve the desired thickness of the first layer, then wait 15 minutes before applying the next one. Then the base is dried in air or using infrared radiation.
The following features of the use of this type of varnish can be highlighted:
- It is necessary to additionally introduce plasticizing substances;
- To give a matte finish, matting agents are introduced;
- The level of viscosity changes depending on temperature. If you apply the varnish when it is cold, imperfections may appear as it dries. For this reason, they strive to work at a temperature of 20 degrees.
You need to make one and a half layers of coating; for beginners, this practice is difficult.
Nature is no joke
Researchers have calculated that the share of organic solvents that escape into the atmosphere during the production and use of paints and varnishes alone accounts for 32% of the total emissions of volatile organic substances.
Why are organic solvents dangerous? In addition to the fact that they increase the fire and explosion hazard during storage and use of coatings and negatively affect the health of workers, they pose an even more global threat.
Volatile organic compounds are substances that contribute to the formation of ozone near the Earth's surface, creating what is known as summer smog.
And although ozone is a natural component of the atmosphere and protects the Earth from excess solar ultraviolet radiation, its increased concentration can have a negative effect on living organisms.
Thus, an excess of ozone in the air inhaled by a person causes pain and disorders of the respiratory tract, and becomes the cause of incurable asthma and other diseases. In this regard, the concern of European environmentalists, who set the task of sharply reducing harmful emissions during painting, becomes quite understandable.
However, in our Fatherland, the attitude towards ecology is not yet so reverent. Moreover, Russian “non-interference” in world politics has resulted in the fact that even our standards in this area are diametrically opposed to Western ones. In Europe, first of all, they consider what evaporates, denoting this parameter with the abbreviation VOC, which is measured in grams per liter. For us, the content of the material, on the contrary, remaining on the surface after the evaporation of all solvents is extremely important - the so-called dry residue content.
It turns out as always - they count what has flown away, and we count what remains. Probably, our ineradicable optimism makes itself felt here - just like in that popular expression about “the glass is half empty or half full.”
Application of UHS/VHS varnishes
UHS and VHS varnishes are distinguished by the presence of a higher amount of solids, and very few volatile solvents. It is easier to create a stable coating; it is chemically resistant. The appearance of smudges and other flaws is less likely, so you can limit yourself to a single layer application to get the desired beautiful result. They make it at regular thickness, sometimes 1.5 layers are made:
- The first is very subtle;
- The application of the second begins immediately after the completion of the previous one.
This method of processing colorless varnish helps to impregnate the base, which will reduce the likelihood of subsidence of the coating. These products do not need to be diluted; a viscosity ready for application is created immediately. Thinners are added only occasionally; the amount should not be 5% of the total volume. Exceeding the amount of solvent will make the composition too liquid, and smudges may appear, or the film may boil.
It is advisable to dry the layers in a special chamber. Drying the varnish in the garage is unlikely to produce the layer required for use.
Thick coatings must be dried; there is no other way to obtain the required hardness. The solution is dried in air for 20 minutes before the chamber; high-quality ventilation is necessary. Then the car goes into an infrared chamber for drying.
The appearance of smudges and other flaws is less likely, so you can limit yourself to a single layer application to get the desired beautiful result.
How to choose car varnish
When choosing a varnish, a car painter must be guided by several factors, because painting in a well-equipped workshop and in a garage are very different.
What you need to pay attention to when choosing a varnish:
Humidity and ambient temperature
For any paintwork materials, the recommended operating temperature is 20 °C, however, for standard HS and UHS varnishes, the viscosity is dependent on temperature, this should be taken into account during the work and the appropriate hardener should be used. MS varnish is less sensitive to temperature and works with a standard hardener.
Air exchange
With little air exchange, it is important to choose a varnish that will not “close” quickly and will have time to absorb all the dust that certainly appears during application. Otherwise, there is a possibility of damaging adjacent parts and changing the surface structure. Thus, MS varnish “closes” more slowly than HS, and UHS, due to the maximum dry residue content among varnishes, forms a surface film faster than others. Air exchange is also very important for UHS varnishes, also because solvents may not have time to evaporate from the depth of the layer before the varnish “closes,” which again can lead to boiling.
If, during painting, the varnish was applied with a defect, or insufficient quantity was applied to the part, or, conversely, there is a need to drown the speck in the varnish, i.e. overfill, in conditions of poor air exchange the UHS varnish runs the risk of boiling; exceeding the thickness of the varnish will cause problems. In the case of HS and MS, increasing the number of layers will be less critical.
Drying
For HS varnish, it is advisable to use hot drying, this will improve the quality of the bottling. But even in the absence of accelerated drying, MS and HS varnishes can forgive quite a few mistakes, while UHS varnishes are more capricious. This is due to the peculiarity of the varnish with an ultra-high dry residue, which is applied to the part in essentially one large layer, and if it is not properly heated throughout its entire thickness, it will take an extremely long time to gain its full hardness.
Dry residue amount
MS - medium solid (average solids content) Contains a smaller amount of solid particles, a more liquid and soft varnish compared to HS and UHS varnishes, applied in at least 2 full wet layers with a mandatory wait between layers of at least 10 minutes for the solvent to evaporate (at 20 °C). The lower the temperature and poorer the ventilation in the painting room, the longer it will take. This is especially critical during accelerated drying. If the interlayer drying time was insufficient, then the risk of boiling increases significantly!
MS varnish is not too capricious and can allow some painter mistakes to pass through. Polishes well, lighter than HS varnish.
HS - high solid (high solids content) HS varnish is thicker and more viscous than MS, because it contains fewer volatile thinners. The application method differs from that adopted when working with MS varnishes, HS are applied using 1.5-2 layer technology. The first layer of HS varnish is thin, but with a flow and uniform light shagreen. After a short exposure of five minutes, a second, full wet layer is applied with good flow. In the case of chamber drying or IR drying, a holding time of 15 minutes is necessary for the diluent to evaporate.
It should be kept in mind that HS varnishes are sensitive to temperature changes and change viscosity depending on it.
HS varnishes are widely used for complete car painting. Provides excellent surface brightness and shine. They are characterized by increased hardness and durability. Less shrinkage.
UHS - ultra high solid (ultra-high solids content) It has the lowest content of volatile substances (Low VOC) and, accordingly, is dense and economical to use. This varnish can be applied in a thicker layer without the risk of smudges. The varnish has a very high thixotropy and makes it possible to avoid smudges when applied at a large thickness, which is important for vertical surfaces. It is advisable to dry it in a chamber or under an IR lamp so that the varnish quickly and efficiently gains strength.
This varnish is even more weather and scratch resistant. When contact washed, it retains its original shine longer than other varnishes, but due to its hardness it is susceptible to chipping from stones on the road.
UHS varnishes do not require additional dilution. The viscosity of these materials is determined at the production stage.
UHS varnishes show excellent results, they have excellent hardness and strength, exceptionally high gloss and are much more economical compared to MS and HS varnishes, but are more demanding on the painter’s skills and working conditions, as they are capricious in terms of air exchange and drying.
Express varnishes . They require special mention, since the ability to quickly polymerize increases the productivity of repairs, but does not allow such varnish to be applied to the entire body at once. The main area of application for such varnishes is quick repairs of 1-2 elements. Express varnish is in demand in service stations where there are problems with maintaining temperature conditions and the presence of dust in the painting room, where there is no camera and IR drying. The quick drying of such varnishes allows you to carry out high-quality repairs without ideal working conditions, and the number of dust inclusions that need to be polished after drying will be minimal. When working with express varnishes, the most important thing is the very short lifetime of the mixture. Therefore, it is necessary to prepare quick varnish immediately before use, and in no case in advance. You need to apply the varnish carefully, monitoring the process. Since the varnish dries very quickly, it is important to apply the first coat properly. If it is applied poorly, it will be very difficult, and sometimes simply impossible, to correct the situation with a second layer.
| MS | H.S. | UHS | |
| Number of layers | 2-3 layers | 1.5 – 2 layers | 1.5 layers |
| Solid content | low | average | high |
| Thixotropy | low | average | high |
| Requirements for painter qualifications | average | average | high |
| Consumption per 1m2 | high | average | short |
| Need for thinner | up to 20% | 0-10% | does not require |
| Demanding requirements for painting conditions | less demanding | average | demanding |
| Mechanical resistance | low | average | high |
| Chip resistance | high | average | low |
The choice of varnish at first glance is complex and ambiguous.
The high price of varnish is, for the most part, justified by the presence of useful and necessary additives. And if the presence of an anti-scratch additive (scratch resistance) is not mandatory, then protection from UV radiation is very important to preserve the color of the coating. A cheap product, with a high probability, may contain a less effective additive, or may not contain it at all. During work, this will not be noticeable visually, but during operation the problem will quickly become obvious. The coating will begin to fade. The client picked up the car with a good selection, and after a while the color went away. The dry residue content is also an important criterion; it affects many factors, including the consumption of the product itself and the need to purchase a thinner.
If possible, do not skimp when purchasing varnish, and feel the difference when pouring, polishing and further use.
It is necessary to objectively assess the working conditions, temperature conditions and requirements for your repair, find the best option for yourself and there will be no difficulties in your work. Share:
Rules for working with quick-drying (express) varnishes
Such gel polishes dry quickly, but due to this property they cannot be used over the entire surface; they are suitable for treating small areas.
They are used in auto repair shops when they do not have special cameras. The quick-drying property helps to avoid dust deposits, so that you don’t have to fix the defect for a long time.
You can dilute the varnish only after all the preparatory work has been completed, then it will not have time to dry ahead of time.
The layer distribution is done carefully, it dries almost instantly, and if you make a mistake, it will be almost impossible to correct the situation on the second layer.
The quick-drying property helps to avoid dust deposits, so that you don’t have to fix the defect for a long time.
Types of car varnishes by chemical composition
Automotive clearcoat chemicals vary somewhat depending on different market needs. Almost all systems are based on acrylic resins.
- Acrylic melamine varnish is the most common one used in the automotive industry. Because of its good cost-performance ratio. Typically, it is based on a combination of acrylic polyols and melamine resin amino cross-linkers.
- Polyurethane. This car varnish is isocyanate catalyzed. After drying it becomes very hard, but elastic. Polyurethane can be considered the most durable, but also the most harmful when sprayed. It is commonly used for painting fleets of trucks, as well as for industrial applications, even painting airplanes. Polyurethane coatings offer an excellent balance of chemical etching and scratch resistance.
- Acrylic urethane. It has excellent characteristics, stronger than acrylic. Gives excellent shine, wear-resistant, durable. Many well-known brands offer it.
There is a lot of uncertainty about the composition and chemical structure of car varnishes. We will look in more detail at the end of this article about what polyurethane, acrylic-urethane and acrylic car varnishes are and how they differ.
What is the main difference between hs and ms varnish?
What is the difference between varnish hs and ms is easier to understand when their main characteristics are compared:
- Xc is characterized by lower consumption, layers are made in smaller quantities;
- Xs are dried more quickly;
- Ms is deeper in brilliance;
- MS is easier to polish and process after;
- On Xc type, scratches are more noticeable;
- MS is cheaper.
Typically, the Xc type is used for complete staining, and the second option for partial staining.
Xc is characterized by lower consumption, layers are made in smaller quantities.
The need to use varnish
Since the varnish is in fact a paint without a pigment component, choosing it is much easier than choosing the paint itself. You may need a composition with a certain effect (more or less gloss) so that the varnished body part does not stand out from all the others. But first, the driver should decide for what purpose such auto chemicals will be used. The following options are possible:
- Updating the paintwork of a specific part;
- Local restoration of paintwork;
- Complete replacement of the paint of the entire body;
- Giving the entire paintwork the appearance of a showroom car.
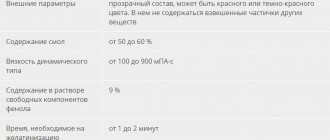
In the last and penultimate cases, it is recommended to use varnish of the same type and from the same manufacturer. Even if you plan to apply new paintwork using acrylic paint, there is value in applying additional coats of varnish - they will highlight and deepen the color, as well as strengthen the paintwork. The total thickness of the varnish layer should be in the range of 40-60 microns. This is enough to form a protective layer, which will also have a safety margin for further polishing.
When updating the paintwork of one part or local paint restoration, varnish may not be needed. This is the case when the varnished part will stand out from all the others, so everything will have to be varnished. However, compositions with low varnish content (1-K) may be suitable for minor repairs. Aerosol varnishes are inexpensive and are not durable, which can play into the driver’s hands - it will be possible to understand whether varnish is needed in principle and how well it updates the design of the car.
General recommendations: give preference to transparent or glossy varnishes. The latter are in great demand for a simple reason: the paintwork of most cars already has a glossy surface. But matte compounds are better suited for cars painted in dark colors. For example, in pure black.
Basic mistakes when working with MS varnishes
The main problems arise with the MS type, when drying between layers occurs at the wrong interval, and the layers are made incorrectly in thickness.
It is so important to get the same thickness for each coating, only then the coating will be shiny without flaws. The first layer must be dried until it is tack-free, when the coating does not stick.
The main problems arise with the MS type, when drying between layers occurs at the wrong interval, and the layers are made incorrectly in thickness.
Main mistakes when working with HS varnishes
To avoid mistakes, you need to understand that such tools differ in the memory of the 1st layer. So the presence of shagreen is transferred to the next coating.
It often happens that the first layer is applied dryly, too thin, and the second is already made too thick. And such an error leads to boiling, loss of gloss, etc.
Sometimes coatings of identical thickness are made, similar to working with MS products. Then the varnish will not look so beautiful. You can reduce the consequences if you let the coating dry longer.
You need to obtain the required thickness for one and a half applications of varnish, strictly monitoring the process, which is difficult. Therefore, it is better to turn to professionals.
To avoid mistakes, you need to understand that such tools differ in the memory of the 1st layer. So the presence of shagreen is transferred to the next coating.
XC and MS varnishes are in demand in automotive processing, but their use is difficult, for this reason you should carefully study the operating rules, or leave the process to professionals. It is also important to purchase a high-quality composition. They produce products in accordance with GOST, so you need to request a certificate of conformity from the seller before purchasing.
Scratch-resistant varnish technology
PPG's Keramolak is not the only scratch-resistant varnish. There are paint coatings that do not contain silica nanoparticles but can also resist scratches and self-heal from minor surface scratches. Scratch resistance is due to the cross-linked dense polymer matrix, as well as high temperature drying to further increase hardness.
In fact, plain polyurethane varnish is also scratch resistant. All new varnish technologies with increased scratch resistance are its modifications. Its main advantage is that, despite its high strength, it remains elastic and not brittle. A simple polyurethane film for protecting the body (see article on protecting the body with film) is also very wear-resistant, capable of recovering from surface scratches when heated. We will look at varnishes with different chemical structures and their comparison in more detail in this article below.
UV curing of varnishes for better scratch resistance
Standard 1K and 2K varnishes have a crosslinking density of the polymer matrix of 8–12 MPa. With UV curing, much higher cross-link densities can be achieved. However, densities above 30 MPa no longer lead to improved scratch resistance.
The limitation of UV curing is zero curing in the shadow areas of the body. Complex three-dimensional body shapes contain areas that are not exposed to ultraviolet light. This consideration led to the development of a dual-cure varnish using an isocyanate polyol cross-linking mechanism in addition to a UV-initiated polymerization reaction. While the outer visible painted areas of the car achieve full curing through two mechanisms, the inner shadow areas are cured through a normal process, without the use of UV rays.