Possible problems and their solutions
Various difficulties may arise when using powder pigments.
Technologists believe that the main cause of problems with powders is insufficient grounding of the surface prepared for painting. To avoid difficulties with grounding, it is recommended to check it in advance. The resistance value should not exceed 4 ohms. Poor grounding leads to the following consequences:
- Deterioration of sediment quality, decreased productivity of painting work.
- Failure to paint areas, causing defects.
- Increased powder losses leading to overconsumption.
- Deterioration in the quality of the formed layer, obtaining a “crust” effect, which implies translucence of the metal, and a tendency to develop cracks.
- Hand dyeing may result in electric shocks.
Many users note that they have problems with the material intended for work. Damp powder paint can clump, clog nozzles, and flow incorrectly onto the spray gun. This leads to the creation of an uneven layer, suspension of work or the creation of a defective zone.
Raw powder clumps if storage rules are violated or conditions are created for poor-quality air compression when starting work. To correct the situation, it is necessary to change the air compression indicator. Changing the pressure will stop the material from deteriorating.
Failure to paint the internal corners of parts with complex configurations is a problem that arises as a result of incorrect torch position. Approaching the gun muzzle too close to the corner being processed leads to blowing off of the powder, the formation of unpainted areas, and the appearance of gaps.
How to paint metal?
Suitable products are the key to success, so when working with metal bases, this factor plays the most important role.
Universal materials
Painting can be carried out by the following common types of products:
- Epoxy. For the manufacture of such compositions, silicone resins are used, which are supplemented with a hardener. Due to their high toxicity, they are used only for outdoor work. They differ in the complexity of application.
- Oily. A traditional option based on organic matter. Before treatment with this composition, the metal is pre-coated with primer. Due to the toxicity and pungent odor, parts can only be painted with good ventilation.
- Alkyd. They are in constant demand in cases where metal products need to be processed. Suitable for indoor and outdoor events. If the base is well prepared and has no problems, then the composition can be applied without prior priming.
- Acrylic. A modern polymer-based variety. Non-toxicity and ease of application make the material popular. The composition is suitable for painting metal surfaces subject to careful preparation.
- Rubber. Used for outdoor use, excellent for roofs or areas exposed to precipitation.
Rubber paint for metal is often used to finish galvanized roofing.
These solutions are considered classic and are used everywhere. The powder painting method stands out separately. It is complicated in that it requires the use of special equipment and tools.
Specialized options
To ensure reliability and durability, in some cases special materials are required:
- Compositions used in the presence of rust. They are an epoxy variety with special additives. They create a reliable film, preventing further destruction. They are applied without pre-treatment of the base directly to rusty areas.
- To prevent corrosion. Such materials provide the surface with additional protection from moisture and oxygen, that is, they do not allow parts to rust.
- Hammer compounds. They form an interesting decorative coating, reminiscent of traces of multiple hammer blows. They have good stability. Various base options are used for production: epoxy, acrylic, alkyd.
- Primer-enamel. A universal type of product that combines primer, corrosion protection and paint.
- Forging mixtures. Their production involves polymer compounds, which gives the coatings excellent wear resistance. Demonstrate good adhesion.
- Nitro paint. Sold in cans. It is highly toxic.
There are other types of coloring mixtures - varnish and enamel, which are used in the processing of stoves and other similar products. They belong to heat-resistant materials.
Description of service
Powder coating of metal is a modern technique for painting and protecting metal surfaces. The product is coated with a liquid composition containing pigment powder particles, which are held on the part by electrostatic attraction. The result is a highly decorative and smooth coating that is not scratched or damaged during transportation. The method was created in the 1950s. Today it is very popular. Suitable for exterior decoration.
Powder coating of metal is relevant for restoring the coating of a car, medical equipment, protecting and decorating a steel fence, household appliances, sports equipment, and furniture.
Powder paint consumption per 1m2
Painting involves applying a powder dye to the object to be painted. The material dissolves under the influence of polymerization, due to which it is able to evenly cover the object being painted.
The powder coloring agent is applied only once, since its layer is the same thickness as 3 layers of any other coloring agent.
Its big advantage is durability - the painted object receives maximum protection from external influences, such as temperature changes, chemicals, corrosion and mechanical damage.
You can find a wide range of powder paint mixtures, including polyester-epoxy and polyester paints. When choosing, you should consult a specialist who can select the quantity and composition based on your needs.
It is worth choosing powder coating because its properties are superior to traditional paints. Powder painting is suitable for painting small metal objects, such as:
Powder paint consumption information.
- gates;
- ladder;
- railings;
- accessories and auto parts;
- alloy wheels;
- bumpers for SUVs;
- bicycle frames;
- car parts and car bodies;
- Appliances;
- electrical equipment housings;
- racks;
- radiators;
- lamps;
- façade elements;
- gutters;
- window sills;
- metal garden furniture.
The average consumption varies within 140 grams per square meter. But it can differ significantly from the original one under the influence of various factors, including the size and shape of the surface, its evenness, the method of application and the type of coloring matter.
- Size. First of all, it is necessary to calculate the area of the surface to be painted. If the surface has curves, the flow rate may increase.
- Evenness is an important factor when calculating material consumption. The smoother the surface, the less paint will be needed. Therefore, before painting the product, it is necessary to sand it to a shine.
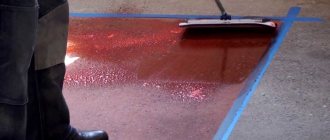
- Method of application. Experts advise applying paint using a spray gun. This application method allows you to reduce the amount of material used by almost 2 times.
- Variety. Consumption depends on the type of paint. Manufacturers indicate the consumption and weight of the coloring composition on the container in which the paint is located. If you follow all the rules when painting objects, the consumption will differ little from that indicated on the packaging by the manufacturer.
Preparing for painting
At the first stage, the surface of the part is cleaned chemically and mechanically. This is the most important and time-consuming stage. The optimal adhesion of the paint to the surface, the strength of the future coating and its durability will depend on how well the part is prepared.
Mechanical means used for cleaning - grinders, sandblasting pump, emery. If the surface is too small, wipe it thoroughly with a soft cloth and solvent or white spirit. For degreasing, chemicals are used - alkalis, acids and solvents.
After mechanical treatment, the parts are cooled, and after chemical treatment, they are dried. And only then can they be sent for painting.
When working with powder paint
After passing through powder coating equipment, the products obtain excellent decorative and anti-corrosion properties. The material savings here are almost 100% (paint that has not settled on the surface can be used again). Modern lines of equipment for powder coating and decorative finishing of metal are fully automated.
Among the advantages of powder over enamels, they note the greater strength of coatings to mechanical stress (for impact - 100 kg/m, for bending - 4-6 mm). It is also worth mentioning the increased adhesion (adhesion of the powder to the surface - 500 kg/nm). The coating improves the anti-corrosion characteristics of the product. It can withstand solutions of alkalis, acids and organic solvents.
Items painted with powder paint can work in the range of -60°C… + 150°C. The thickness of the coating can be from 0.05 to 0.3 mm. The produced paints of this type are available in all colors according to the RAL map. Based on the type of film formation, they are divided into several main groups:
- epoxy;
- polyester;
- epoxy polyester;
- polyamide.
With their help, glossy and matte surfaces can be formed.
Working with powder is more environmentally friendly because it does not release vapors of liquid solvents. Equipment for powder coating does not require preliminary priming of products. To apply the coating, it is enough to pass the products through the painting line once.
This method provides production with a reduction in overall energy costs by 20-40%. The dyeing process becomes faster and less labor-intensive. It is almost completely safe for personnel and does not require spacious premises. The conclusion is obvious: powder paints are more profitable to use than liquid paints in many respects.
Required materials and equipment
So, let's give a detailed description of the technology of powder coating of metal. To create a durable coating layer on it you will need:
- oven (chamber) for polymerization: you can make it yourself or purchase it in a specialized store;
- spray gun: since such a device costs a lot, it can also be assembled from a converter, often used in lighters for gas stoves, a power supply and an ordinary plastic bottle;
- naturally, the paint itself.
Drying ovens will need to be connected to a voltage source of 25 kW. In operation it will produce 6 kW, while warming up a little more - 12 kW. To make it, you will need thick sheet metal for the housing, heating elements, a tangential fan in which air masses will move in one direction, as well as any non-flammable heat insulator for the casing.
The heating elements are placed parallel to each other on opposite walls of the furnace. The main part of the fan is mounted outside the chamber. It is welded in such a way that the exit is narrow and the entrance is wide enough. It is also necessary to make a separate chamber for spraying in the drying oven. For processing large parts, it is better to provide rail-type trolleys.
Where to begin?
Like any business, starting a paint shop will require careful market research and calculation of the initial investment. Therefore, the first step should be to create a business plan.
Organizational matters
- studying the demand for painting services;
- calculation of equipment cost;
- legal registration of business;
- rental of premises.
First of all, decide what products you will paint. If it is powder coating of small parts, artistic forging products or disks, then they will not require large-sized equipment. It can also be placed in your own garage.
In any case, it is necessary to provide a warehouse for consumables and finished products in the premises.
If your powder coating line is small and you think you can handle everything yourself at first, there is no need to hire staff.
Methods of working with powder paint
Although the powder coating method has been known for quite some time, its technical development began relatively recently. During this time, several ways to carry out the process have emerged.
- Electrostatic spraying is considered the most popular and widespread. The principle is that powder particles acquire an electrical charge as they pass through the atomizer. In this case, the treated coating remains electrically neutral. It is this difference that creates an electric field, due to which the powder is attracted to the surface and held firmly. This is the first stage of painting. Next, the processed part is placed in a special oven, where it is heated at a temperature of about 200 degrees. Short-term exposure melts the top layer, and it is reliably absorbed into the base. The electric charge gradually disappears.
- A more complex method is one that involves preheating. That is, the metal product being painted is heated to a certain temperature (the indicator is selected individually). Using a sprayer, powder paint particles are applied to the base and melted. Further actions do not always involve reheating and depend on the type of coating applied.
- For the third option, predominantly thermoplastic powder is used. The work uses a special spray tool, which is equipped with a chamber with burning propane. Preheated particles hitting the surface form a durable protective layer. Although this technology allows the coloring of various materials, its distribution is relatively small.
The demand for the first painting method is explained by the fact that this option has greater technological development. With other methods, everything is more complicated: the second method requires careful selection of temperature, and the third appeared relatively recently.
Home painting - technology for working with powder paints
Preparation stages:
Cleaning. Any method necessary for a particular case is suitable:
- mechanical - with a grinder, brush, rag...;
- chemicals (solvent, acid, alkali);
- To remove rust, you can do abrasive cleaning (in a sandblaster) or treat the surface with a special compound (metal cleaner).
Primer with inorganic paints. A conversion layer is applied - protection against moisture, air, and dirt getting under the film.
Passivation. The product is treated with a sodium compound, chromium 3 nitrate or phosphated, which prevents secondary oxidation of the metal.
The last step in preparing for painting is to rinse, dry and cool the part. The product is ready. You can start painting.
In a special spraying chamber, dye powder is applied to the object being processed, which must be grounded, for which an electrostatic gun (spray gun) is used. The part must be positioned so that it can be accessed from all sides. Due to the difference in electrical charges, dry paint particles “stick” to the surface of the workpiece.
The next stage is baking and polymerization of the paint. The painted product is placed in the oven. The main process will take place there - melting and formation of the film layer. The processing time and temperature depend on the composition of the dye. They must be indicated on the packaging. The material of the product being painted and the conditions under which it will be used are also taken into account.
The last point is that the product must cool completely.
Polymerization
The product with the applied paint is sent to the oven, where the process of polymerization takes place. Required temperature is from 180 to 220°. An important point in this process is maintaining a constant temperature in the oven. Its fluctuations should not exceed 5°. This is necessary for uniform heating of the product.
Under the influence of high temperature, the paint melts, displacing air from the surface, and the pores in the paint are reduced. High porosity (which degrades the quality of the coating) can be avoided by increasing the oven temperature by 10-20°, or making the paint layer less thick. Warm-up time in the oven is 20-30 minutes. For thick-walled and large metal products, the polymerization time is increased.
After polymerization, the product is cooled naturally in the open air.
These business ideas may interest you:
- electrochromic tinting
- production of bumpers for cars
- interior reupholstery
How to paint with powder paint
After all the equipment has been assembled, purchased and adjusted, you can paint the metal parts yourself.
Paint selection
Powder paints are divided into two categories:
- Thermoplastic. The principle of obtaining the coating is that the powder is applied to the part that is being baked. The created layer is only affected by temperature. This group includes compositions based on polyvinyl butyral, polymers, polyamide, and polyefin.
- Thermosetting. The essence of the process is that fusion is accompanied by a certain chemical reaction. This allows you to obtain a surface that is resistant to any impact. Options for such mixtures: epoxy, polyester, epoxy-polyester, polyurethane.
Please note that the color of the selected paint is not tinted.
Both thermoplastic and thermoset compounds come in a wide range of colors
Dyeing technology
Housework requires the creation of certain conditions. All processes are distributed across areas to prevent disruption of the painting technology due to dust and dirt.
Procedure:
Metal processing is carried out. The surface is thoroughly cleaned of the old layer. If traces of blackening or bluing are observed, the coating must be completely removed.
Cleaned parts are degreased and thoroughly dried. If required, phosphating is carried out. Areas that do not need to be painted are covered. The processed product is placed in the spray booth and grounded. To do this, it is hung on hangers. Hooks should not interfere with the uniform distribution of the composition. Using a gun, powder is sprayed onto the surface of the part.
Care must be taken as the composition can be easily rubbed off when touched. If this happens, a new coat will need to be applied.
For this, the best solution would be to have a mobile attachment.
After processing, the product is placed in the oven. The required temperature regime is selected, the heating process lasts from 10 to 30 minutes. To paint the product correctly, you need to observe the temperature for each layer: if a primer is applied, then it is about 150–160°C, for a base coat – 170–180 degrees, and for a base coat – more than 190°C. Naturally, the indicators depend on the material and size of the part. After baking, the product is removed from the oven. For complete adhesion of the paint, it is recommended to wait a day.
Naturally, to obtain the optimal result, it will take some time to correctly configure all the equipment and develop a clear sequence of the technological process. But if all conditions are met, the result will exceed all expectations.
Weather
The staining conditions are usually prescribed by the manufacturer. Recommendations for humidity and temperature conditions should be strictly followed. Some formulations are designed for use at low temperatures. The following parameters are considered optimal for painting metal:
- humidity – 75-80%
- temperature – +5-+20°С.
In this case, you should avoid direct sunlight and wind, which will negatively affect the result. High humidity or wind can increase costs several times. Painting indoors, subject to regulatory standards, will bring the level of material consumed closer to the indicator specified by the manufacturer.
It should be borne in mind that in any case there is loss of coloring agent when:
- painting indoors – 5%;
- normal humidity, outside temperature – 5%;
- high humidity, strong wind – 20%.
The best time for exterior painting is morning or evening, when there is no direct sunlight.
Required Equipment
In order for the process of self-painting to be practically no different from the factory one, it is necessary to choose a suitable place where the work will be carried out.
When the premises have been found, you need to collect and prepare the necessary equipment:
- oven for polymerization (drying);
- constant voltage source (about 25 kV);
- powder paint sprayer (gun);
- LMB.
Accuracy and a little experience will not hurt in the work. But if it’s not there, it doesn’t matter; by following the instructions, you can avoid most mistakes and get quite a decent result.
Making a furnace
Polymerization is an important step in the hardening of powder paint. If this item of work is omitted, the paintwork will not adhere to metal surfaces. Therefore, equipment such as a furnace - also called a polymerization chamber - is necessary first of all. This thing is expensive, so you can make it yourself, from scrap materials. We will need (the polymerization chamber will have dimensions of 2x1x1 m):
- profile pipe;
- non-flammable thermal insulation (basalt slab);
- sheet metal (can be ordered by size);
- tangential fan;
- Heating elements.
The oven assembly instructions consist of the following steps:
- Weld a frame from the profile.
- Put insulation in it.
- Cover the walls with sheet metal. Finish the outside with gypsum fiber.
- For convection in the chamber, install a tangential fan, welding it with a narrow outlet and a wide inlet.
- Insert the fan into the chamber. It will take in air at the top, drive it through the heating elements, expel it at the bottom, and then distribute it throughout the entire volume of the chamber.
- Install the heating elements along parallel walls and connect them according to phase distribution.
- Close the heating elements, leaving the fan open, the main part of which should be located outside the chamber (so as not to melt the winding).
- Install an electrical panel. True, it is better to entrust this work to a specialist.
The resulting equipment - a polymerization chamber - will have a power of 12 kW when warming up and 6 kW in operation.
Important! The energy source in such ovens for drying powder paint can be not only electricity, but also natural gas and diesel fuel
Painting tool - gun
To apply powder paint to a product, a special device is required. This is an electrostatic spray gun or a tribostatic powder spray gun. But buying expensive equipment for rare use is not advisable. Since in our case everything is made by hand at home, such a device can be made in about 10 minutes. Such a gun is easy to use, cheap and practical. The transition from one paint to another takes a few seconds.
Design and equipment of a gun for powder paintingHow to make a powder paint gun:
- Take a regular plastic 1.5 liter bottle. The main thing is that it is dry and clean.
- Fill it 1/3 with powder paint, screw it with a metal plug.
- Make small holes in the cork. The more holes, the better the application. Clean the outside of the plug from any burrs left after piercing.
- Connect the positive wire from the high-voltage source to the plug.
For this purpose, you need a converter that can deliver 25,000 volts DC. These are used in stun guns, lighters for gas stoves, boilers and speakers. They can be powered by batteries or accumulators, converting 3-6 volts into the required 25 kV.
Use caution when working with high voltage. It is better to have the converter assembled by a qualified electrician.
After all the manipulations, you get a pretty decent pistol.
Little things you can't do without
Before starting painting, you need to carefully ensure that all operations take place under ideal conditions:
- Excellent lighting is essential. Use fluorescent lamps. Powder paint adheres perfectly to a regular lamp.
- You need good ventilation with two motors (inlet and outlet). Additionally, you will have to wear a gauze bandage, or better yet, a professional respirator.
- We will have to invent a way to collect the remaining powder paint. In the initial stages, use an old powerful vacuum cleaner.
When everything is carefully prepared, you can start painting the necessary parts yourself.
Choosing paint
After we have prepared the equipment, the most crucial moment comes - choosing paint. Today there are a huge number of types, brands and colors of powder dyes. We need to figure out what material we need. When painting discs with your own hands, use the following types of paints:
- epoxy;
- polyester;
- polyurethane;
- silicone.
Epoxy paints are resistant to alkali and acids. Polyester is considered to be anti-corrosion. Polyurethane - resistant to abrasives and solvents. Silicone - can withstand even the highest temperatures.
The most famous paint manufacturers: Pulverit, Infralit, P-EP 45, Bichon, TFK, Beckers, Radar, Inver, Flycoat. Using the products of these companies, you can create a completely unique disc design with your own hands. It is possible not only to choose a color, but also to change the texture of the discs: from matte to glossy.
With the help of some types of paints it is possible to change the structure of the coating with your own hands. Shagreen, moire, antique and other types of textured paints are available for sale. The range of colors is determined by the RAL standard.
Powder painting of wheels at home requires special clothing.
Consumption
The attractiveness of powder paint is beyond doubt. However, you need to accurately determine the need for it, find out how much coloring composition is used for each m2. The minimum thickness of the created layer is 100 microns, to reduce the use of dye, it is advisable to spray it. The aerosol method of application allows you to spend from 0.12 to 0.14 kg of material per 1 square meter. But all these calculations are only approximate and allow us to determine the order of the numbers.
An accurate assessment can be made by knowing the properties of a particular type of paint and the characteristics of the substrate on which it will be applied. Remember that the standard indicated on labels and packaging, displayed on advertising posters, implies painting a surface that is absolutely free of pores. Plastic or metal has only slight porosity, and therefore even when painting them, you will need to use a little more dye than prescribed by the manufacturer. When other materials need to be processed, costs will increase significantly. So don’t be indignant when you find “inflated” numbers in your bills for powder painting services.
Estimated cost
In Russia, metal products are coated with powder paint for 40-250 rubles per square meter. The cost of processing parts of varying complexity is given below:
- Flat products – 90-165 rubles/sq.m.
- Flat corrugated parts - 130-185 rubles/sq.m.
- Volumetric products – 130-250 rubles/sq.m.
- Grilles – 200-210 rub/sq.m.
The cost of powder coating of metal in popular companies in the country is shown in the table below.
| Company name | Company location city | Cost of painting in rubles per square meter |
| Promex | Rostov-on-Don | 90-92 |
| PZO | Podolsk | 92-98 |
| Antey | Saint Petersburg | 200-250 |
| RosColor | Saint Petersburg | 100-125 |
| ADA-color | Moscow | 100-185 |
| Spectrum | Saint Petersburg | 150-200 |
| Meter | Krasnodar | 190-250 |
| Novametal | Voronezh | 150-225 |
| Powder | Saint Petersburg | 140-250 |
| Prometheus | Ramenskoye | 170-200 |
The services of private craftsmen are cheaper - from 40 to 100 rubles per square meter. Urgency increases the cost of painting by 30-40%.