Воронение оружия рассматривается охотниками двояко: для одних это стиль, красивое исполнение, для иных – практичность. Вороненный металл намного устойчивее к коррозии, оттенок воронения является дополнительной маскировкой. Воронение вернет внешний вид видавшему виды оружию, полностью защитит его от ржавчины, убережет от механических повреждений, и потертостей. Не всегда стрелок имеет возможность приобрести уже вороненое ружье. Многие охотники воронят свое оружие самостоятельно, используя разнообразные способы.
Основные правила обработки
По сути, воронение – это химическая обработка поверхности металла, поэтому такая процесс считается очень вредным и даже опасным для жизни. При выполнении воронения нужно соблюдать ряд правил, таких как:
- Перед началом проведения работ, рекомендуется подробно изучить свойства всех используемых при воронении реагентов, а также составить четкий порядок действий;
- Использование специальной емкости, это может быть стекло, фарфор или фаянс. Емкости из других материалов кислота попросту разъест;
- Все работы должны проводиться в помещении которое имеет отличную вентиляцию (лучше всего на открытом воздухе);
- В качестве материала для поверхностной обработки металла, можно использовать наждачку различной степени жесткости либо порошкообразную пемзу. Щетки по металлу могут оставить на поверхности изделия весьма заметные следы в виде царапин;
- Наличие средств защиты глаз, дыхательных органов и кожного покрова;
- Перед началом проведения работ, поверхность изделия нужно обезжирить, очистить от мусора и грязи.
Щелочной способ
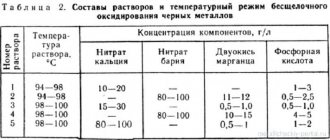
В щелочной среде воронение проводится с добавлением окислителей при температуре от 130 до 150C. В основе данного способа – создание оксидной пленки путем окисления железа. В данном случае для кипячения раствора можно использовать посудину, изготовленную из нержавейки. Для приготовления раствора, нужно в 100 мл обычной воды добавить немного азотистого натрия и 100 гр технической соды. Все компоненты тщательно перемешать, полученную смесь нужно разогреть до температуры 130-150C, а затем погрузить в нее заготовку примерно на 25-30 минут.
Обратите внимание! Кипящий раствор щелочи источает очень крайне неприятный запах, который может вызвать головокружение и приступы рвоты. Желательно работать в хорошо проветриваемом помещении или на открытом воздухе.
Кислотное воронение
Кислотное воронение – это процесс придания металлу оксидной пленки путем погружения в кислотную среду. Выполняется как химическим, так и электролитическим способами. Данный способ позволяет сделать поверхность ровной и гладкой при этом не потратив большую сумму денег. Для приготовления раствора, добавьте в 1 л воды 2 гр дубильной и виннокаменной кислоты, тщательно перемешайте. Готовить такую жидкость необходимо в фарфоровой либо керамической емкости. Заготовка опускается в раствор на 15-20 минут, после вымачивания тщательно промывается проточной водой, протирается и просушивается. Данный метод применяется для стальных, медных и чугунных изделий. Но, закаленные, и термоустойчивые изделия чернить таким способом не стоит.
Применение ржавого лака
Ржавый лак – это состав который вызывает ускоренное ржавление металла, при этом на поверхности образуется магнитная окись железа. Если говорить о финансовой стороне вопроса, то расходы в данном случае будут минимальными. Для того чтобы приготовить раствор необходимо на 2 л воды добавить 100 мл соляной кислоты, 140 мл азотной, 80 гр железной стружки (можно чугунной), 300 гр дробленой окалины железа. Обрабатываемая деталь полностью погружается в химическое средство, в результате чего на ее поверхности образуется черная либо рыжая окись железа. Подобное холодное воронение дает довольно эффективный и долгоиграющий результат.
Термическое воронение
Термическое воронение метала – сама старая и одновременно простейшая технология. Суть подобной обработки заключается в нагреве изделия (заготовки) до температуры, когда кислород, который содержится в воздухе содержащийся не начнет вступать в химическую реакцию с верхними слоями детали. Чем сильнее нагреется металл, тем в итоге более темный и насыщенный оттенок он приобретет, все из-за того, что процесс окисления при разной степени нагрева происходит на разной глубине. Подобное воронение металла в домашних условиях сможет провести буквально каждый, ведь для этого не требуется вообще никаких специфических компонентов и дополнительных денежных затрат.
Процесс воронения ножа
Высокоуглеродистая сталь из которой сделаны хорошие ножи, может довольно сильно окислятся даже от вполне обычных бытовых задач, например, после нарезки овощей или фруктов, при попадании в воду и т.д. Наиболее безопасным и эффективным способом воронения ножа является технология на основе раствора селитры.
- Обезжириваем нож, для этого достаточно тщательно протереть его поверхность обычным спиртом (или водкой). Как вариант, для обезжиривания можно использовать 30% щелочной раствор
- Готовим раствор селитры. В емкость из нержавеющей стали наливаем 1 л воды, досыпаем немного натриевой селитры и каустика (соды), тщательно перемешиваем и довести до полного растворения. Данная смесь имеет сильный едкий запах, поэтому работать желательно на открытом воздухе, если же такой возможности нет, то не забывайте использовать средства защиты в виде очков и респиратора.
- Готовый раствор поставить на паровую баню, это не даст ему закипеть поскольку температура кипения такой жидкости выше чем у обычной воды и составляет порядка 140C;
- Помещаем нож в раствор и не снимая емкость с огня оставляем на 80-90 минут;
- По завершению процесса достать нож из раствора, дать остыть, после чего тщательно промыть проточной водой.
Главным плюсом данного способа воронения ножей является простота и дешевизна. После процедуры поверхность металла приобретает приятный черный цвет иногда с синеватым отливом.
Другие способы воронения
Карандаш для воронения. Карандаш (маркер) для воронения, часто используют как для возобновления отдельных поврежденных участков изделия, так и для нанесения чернения всей поверхности. При правильном соблюдении технологии, данный тип покрытия дает стае гладким и ровным. Следующий этап – закрашивание карандашом очищенной поверхности. Химический реагент довольно глубоко проникает в сталь, достигается довольно стойкое черное воронение, которое способно продержаться достаточно долго. В завершение, протрите изделие фетровой тканью либо специальным наконечником, который уже имеется на карандаше (маркере).
Такое воронение дает довольно неравномерный цвет, поэтому подойдет не для улучшения внешнего вида, а для защиты поверхности от воздействия негативных внешних факторов. Ржаветь она уж точно не будет!
Воронение маслом. Данный способ обработки отлично подходит для чернения в домашних условиях. Для работы понадобится металлическая емкость необходимого размера, обычное машинное масло от 500 мл до 1 л и газовая горелка (любой другой нагревательный элемент достаточной мощности), бумажные салфетки, кирпичи либо друга негорючая поверхность. Так же, если вы не автомобилист и у вас под рукой не оказалось автомобильного масла, то с задачей неплохо справится оружейное, льняное и даже оливковое масло.
Сам процесс воронения в масле выглядит примерно следующим образом:
- Деталь положить на кирпич;
- Разогреть газовой горелкой до свечения (раскалить настолько сильно, насколько это позволяет нагреватель);
- Разогретую заготовку полностью поместить в масло;
- Достать и положить на бумажное полотенце для впитывания излишков масла;
- Процедуру повторить 4-5 раз до придания металлу желаемого цвета.
Важно! Данный способ не сделает деталь черной как смола, кроме того, такое покрытие неустойчиво к механическим повреждениям и больше подойдет не для декоративных целей, а именно для предотвращения возникновения коррозии.
Метод синения
Синение стали – это разновидность воронения, при которой металлу придается более темный цвет не черный, серый либо бурый цвет, а насыщенный красивый синий. Для приготовления раствора понадобятся необходимо приготовить сразу два раствора. No1 – на 1 л воды добавить и перемешать 140 г гипосульфита. No2 – в 1 л воды растворить 35 г уксуснокислого свинца (в народе «свинцовый сахар»). Растворы смешиваются лишь перед началом чернения, нагреваются до температуры кипения, затем изделие опускается в кипящую жидкость и находится там до тех пор, пока не приобретет желаемый цвет. В конце, необходимо тщательно промыть деталь в холодной проточной воде, просушить, а затем протереть тканью, смоченной машинным либо касторовым маслом.
Чернение металла, должно проводиться в строгом соответствии с выбранной техникой и соблюдением всех необходимых правил техники безопасности.
Старинный способ воронения стволов без оловянной пайки
Этот рецепт взят из книги «Дробовое ружье»Бутурлина С.А., 1936 год. Он отличается простотой и очень высокой эффективностью.
Воронение в углях
Для этого березовый или осиновый уголь (выпеченный в костер кокс) толкут в порошок, потом просеивают сквозь сито. Порошок этот насыпают в жестянку или иной металлический ящик (только клепанные, без пайки!) и нагревают на плите до тех пор, пока при помешивании в порошке не начнут перебегать искры. Тогда хорошо очищенные железные или стальные части ствола кладут в этот порошок. Лучше всего их нанизать на проволоку, чтобы удобнее было вынимать. Стволы должны быть совершенно погружены в порошок и покрыты им, но не касаться дна и стенок ящика.
Подготовка к воронению металла в домашних условиях и процесс обработки детали
Домашние мастера прибегают к доступным способам создания антикорродирующего покрытия металла:
- Термообработка в масляной среде;
- Обработка химреактивами;
- Нанесение готового защитного состава.
Соблюдение мер безопасности стоит на первом месте, даже если домашняя мастерская не имеет достаточного оборудования. Цикл операций по воронению металла начинается с обезжиривания поверхностей растворителями с соблюдением мер пожарной безопасности в проветриваемом помещении.
Окисную плёнку, остатки ржавчины снимают механическим способом: торцовой проволочной щёткой с помощью углошлифовальной машинки, на обдирочном или резиновом круге, вручную наждачной бумагой. Завершить операцию следует устранением рисок на войлочном полировальном круге.
Смешивание и нагревание реактивов требуют обеспечить защиту глаз, кожи и органов дыхания:
- Отсутствие вытяжной вентиляции компенсируется активным вентилированием либо работой на свежем воздухе;
- Защищать органы дыхания масками при воронении химреактивами;
- Химические вещества хранить и использовать в неразрушающейся таре;
- Использовать защитные очки, плотные перчатки, клеёнчатый фартук.
Воронение металла химрастворами
Стойкое химическое покрытие металла сопровождается поддержанием высокой температуры. Длительность процесса растягивается до 1,5 часов. Испарению раствора вследствие выкипания, снижению затрат на нагревание способствует плотная крышка с внутренней отбортовкой для стекания конденсата в сосуд из нержавеющей стали.
Ёмкость для погружения с целью охлаждения, обилие проточной воды и жестянка с машинным маслом (подойдёт даже отработка) находятся под рукой.
Щелочное воронение металла
Чаще используется этот метод. Отмеряем из расчёта на 1 л. дистиллированной воды 1,2 кг едкого натра (NaOH) и 0,3 кг натриевой селитры (NaNO3). Оба ингредиента хорошо растворяются. Полное растворение произойдёт с повышением температуры раствора.
Операция проводится на открытом пространстве. Обязательно нахождение с наветренной стороны. Испарения едки, обладают неприятным запахом.
Изделие подвешивается на медной проволоке, без касания стенок металлической ёмкости. Нагрев производится паяльной лампой. Щелочной раствор для воронения заливается с избытком, чтобы не пришлось доливать.
Длительность кипячения влияет на глубину покрытия, густоту цвета – можно получить чёрный с синевой. Длительность обработки — 0,3–1,5 часа, прекращается по достижении нужного оттенка. Температура раствора — 130–1500С.
Извлечённое изделие промывается, обильно смазывается машинным маслом, протирается насухо. Чернение металла на полированной поверхности получается однотонным, без контрастных разводов.
Другие варианты компонентов на 1 л дистиллированной воды:
- КОН – 0,6 кг;
- KNO3 – 0,03 кг.
При доведении до 2000С в течение получаса, получаем поверхность с матовым воронением. Для блестящего воронения используем те же реагенты и температурный режим:
- Гидроксид калия – 100 г;
- Нитрат калия – 30 г.
Сложность доведения до 2000С без автоклава компенсируется продлением воздействия реагентов при активном кипении под плотной крышкой.
Электрохимическое щелочное воронение металла
Химокрашивание или анодное оксидирование лишено недостатков термовоздействия в растворе щелочи. Плёнка глубокого чёрного цвета без полосатости разводов с улучшением характеристик коррозионной стойкости толщиной 5 мкм получается при соблюдении следующих условий:
- Насыщенность раствора едкого натра – 0,7 кг/л;
- Плотность постоянного тока — 5–10 А/дм2;
- Температура — 60–700;
- Время процедуры – 40–50 мин.
Катод подбирается нержавеющий, важно поддержание температурного режима и диапазона тока стабилизатором. Поверхность воронения активируется однократным окунанием в соляную кислоту.
Воронение металла в кислой среде
Ингредиенты на 1 л:
- Танин (дубильная кислота) – 2 г;
- Виннокаменная кислота – 2 г;
- Температура смеси 1500С;
- Время воронения – 0,4 часа.
Холодный способ воронения
Для воронения стволов оружия горячие растворы неприемлемы. Выход из положения – «Ржавый лак». При самостоятельном приготовлении раствора необходимо учитывать, что жидкие ингредиенты берутся не по весу, а в объёмных долях на 2 л дистиллированной воды:
- Соляная кислота – 100 мл;
- Азотная кислота – 140 мл;
- Окалина железа – 25 г;
- Опилки железа – 35 г.
Запускаем реакцию. Окончание выделения пузырьков газа говорит о завершении взаимодействия реагентов. Параметры эффективности «Ржавого лака»:
- Концентрация солей — 4,7%;
- Плотность раствора — 45г/л;
- Время оксидации – 20 мин.
Удержание в химикалиях при необходимости повторяется до 5 раз с промежуточными промывкой, протиранием и просушкой.
Ржавый лак — комплект для воронения
Термическое воронение сталей
Оксидация металла воздействием температур, пограничных процессу нормализации, допустима и для закалённых изделий – отпуск при 4000С не происходит. Удобство способа в том, что горячее воронение превосходит по стойкости иные технологии.
Термическое воронение сталей
Подбор масла для покрытия металла не затруднит. Пригодны синтетическое, машинное, растительное. Деталь окунается и обтирается. Толщина слоя не принципиальна: излишки стекут и сгорят.
Электропечь разогревается до 350–4000С, изделия загружаются навалом на поддон. Время рассчитывается по массе и конфигурации металла. Пластине достаточно 15 мин. Прогрев массивной детали длителен.
Выемка производится после остывания печи. При необходимости проводится неоднократное воронение. При оксидации мелких деталей обвязывание проволокой не оставляет следов.
Простейший метод воронения металла в домашних условиях
Готовим 10% раствор лимонной кислоты. Пакет пищевой лимонной кислоты растворяется в десятикратном объёме кипятка без осадка. Опускаем предмет, подлежащий оксидации. Чернение металла занимает до часа времени.
По мере появления на поверхности изделия пузырьков, встряхиваем предмет или перемешиваем состав стеклянной палочкой. Покрытие достаточно долговечно, но механической стойкостью не отличается.
Воронение металла лимонной кислотой
Воронение поверхностным окрашиванием металла
Оксидную защиту параллельно с чернением обеспечивают готовые покупные средства. Подготовительные мероприятия по зачистке, обезжириванию, удалению рисок шлифовкой проводятся непременно. Манипуляции по воронению металлов проводятся при комнатной температуре и активной вентиляции.
«Клевер». Применяется для восстановления и предохранения частичных повреждений поверхности. Препарат по консистенции — гель. Наносится кистью. Выдерживается 2 мин. на повреждённом участке изделия, смывается водой. Возможно троекратное покрытие металла для придания потребного оттенка. Безопасен в использовании, не требует специальных навыков.
«Ворон-3М». Препарат способен покрывать различные металлы. Предназначен в большей степени для декоративного чернения.
DuraCoat. Универсальное средство по воронению и декорированию. Возможны вариации с цветом покрытия. Хорошо противостоит физическому воздействию, агрессивной химии. Покрывает металлы, пластик дерево.
Кислотное воронение стальных заготовок
Перед началом кислотного покрытия очищают и отмывают заготовку. Можно обойтись чистым спиртом или раствором крепостью 40 % (обычной водкой). Некоторые используют уайт-спирит. Тампоном очищают поверхность от жирных пятен.
Рецепт № 1
Рабочий раствор для воронения:
- 2 г лимонной кислоты;
- 2 г щавелевой кислоты;
- 1 л воды.
Процесс:
- Раствор нагревают до температуры 120…125 ⁰С.
- Помещают в него изделие на 20 минут.
- После завершения деталь вынимают и промывают слабощелочным раствором. Можно использовать губку, смоченную в шампуни.
- Завершается обработка протиркой машинным маслом.
Изделие приобретает черный цвет с некоторым оттенком коричневого оттенка.
Рецепт № 2
Используются растительные дубильные вещества (танины). Их получают из ветвей дуба или ивы.
Приготовление концентрата:
- ветви ивы или дуба (примерно 3 кг) варят в емкости объемом 10 л;
- через 3 часа после варки образуется раствор черного цвета;
- ветви вынимают из раствора;
- выпаривают раствор до 3 л. Получается концентрированная дубильная кислота. Для воронения применяется только часть раствора. Остатки концентрата заливаются в стеклянную емкость и закрывают плотной крышкой (может храниться до 3…4 лет).
Воронение деталей:
- Используется 20…30 г дубильного концентрата на 1 л рабочего раствора.
- Для активации процесса проводят воронение лимонной кислотой, ее добавляют в состав рабочего раствора (2…3 г на 1 л воды).
- В готовый раствор кладут деталь, которую требуется воронить.
- Длительность процесса составляет 24..30 часов.
- Деталь после обработки вынимается и промывается.
- Машинным маслом протирается готовая деталь.
- С детали убираются остатки масла с помощью ветоши.
Воронение лимонной кислотой
Данный метод хорош для высокоуглеродистой стали. Оксидирование надежно защищает от ржавчины, пленочки окислов, коррозии.
Воронение длительной стойкости не имеет, поэтому подходит для оружия, которым стрелок пользуется крайне редко.
Для охотников, живущих в больших городах, которые крайне редко выбираются пострелять, такой способ воронения подходит более чем: бюджетный, процедуру можно проводить в квартирных условиях. Понадобятся только машинное масло, вода и пачка лимонной кислоты.
Кислоту высыпают в емкость, заливают кипятком и перемешивают. Изделие погружают на 1 час, периодически двигая его, чтобы сбить пузыри. Вынув деталь, ее ополаскивают и смазывают маслом.
Что вам дает воронение металла?
Большинству марок стали свойственно ржаветь, очаги коррозии возникают при малейшем контакте с водой, если поверхность после этого не вытирается промасленной ветошью. Даже при повышенной влажности воздуха сталь может очень быстро покрыться ржавчиной. По большей части металл покрывают антикоррозийной краской, путем напыления или нанося кистью. Но это не подходит для резьбовых соединений, а также для подвижных деталей. Поэтому нередко для защиты от коррозии применяют воронение, которое также называют чернением либо синением стали и, если обратиться к техническим терминам, оксидированием.
Иными словами, создаются условия для того, чтобы на поверхности металла образовалась пленка окиси железа, толщина которой может варьироваться от 1 до 10 микрометров, в зависимости от способа обработки. Воронение по типу воздействия на металл делится на термическое, кислотное и щелочное, то есть в последних двух вариантах металл погружается в соответствующий раствор. При нагреве на поверхности стали сменяются так называемые цвета побежалости, приблизительно то же происходит и при гальванической обработке в кислотной либо щелочной ванне. Нужно просто выбрать нужный цвет окисления и на нем остановить воздействие на поверхность стали.
Смена цветов побежалости связана с увеличением толщины слоя окислившегося металла. Самая тонкая пленка образуется на стадии возникновения желтого цвета, по мере того, как толщина ее будет расти, друг друга сменят бурый, вишневый, фиолетовый, а затем синий и серый цвета. Но последний вовсе не означает, что вы приблизились к тому, что называют чернением. Ведь воронение охватывает практически все цвета побежалости, начиная с бурого.
Чернение металла
В зависимости от кислотности среды, в которой обрабатывают заготовку, меняется цвет получившегося покрытия, от желтого до черного. Поэтому воронение и чернение металла – не одно и то же. Требуемый оттенок подбирают, варьируя интенсивность и длительность термообработки и процентное содержание компонентов раствора.
Если взять смесь из 7 частей азотнокислой меди и 3 частей спиртового денатурата, нанести ее на изделие и прогреть его на огне то по мере нагрева покрытие начинает менять свой цвет. Когда получится нужный оттенок, нагрев прекращают.
Чернить сталь возможно также и обмазав его маслом и прокалив на открытом пламени. Получится стойкая пленка глубокого черного цвета. Существуют и другие составы для чернения.
Синение стали – рецепты разной степени сложности
При длительном нагреве, после того, как накал металла минует белую стадию, а затем желтую, бурую и фиолетовую, поверхность стали окрасится в красивый светло-синий цвет, постепенно сменяющийся темным. Именно на термообработке основан самый простой метод синения, и именно с него мы начнем перечень существующих способов оксидирования. Для получения качественного воронения в домашних условиях вам понадобится горн, желательно с автоматическим поддувом, в крайнем случае можно использовать обычную металлическую бочку, заполненную наполовину рубленым хворостом.
Металлический ящик под размер детали наполняем мелким березовым углем и помещаем в хорошо разогретый горн или в бочку с горящими щепками. Когда уголь нагреется и начнет тлеть, укладываем в него обтертую уксусом и высушенную стальную деталь, после чего следим за этапами ее каления. В самом начале появления синевы вытаскиваем заготовку и слегка остужаем на воздухе, одновременно очищая мягким углем. Затем снова помещаем в ящик. Повторив эти манипуляции несколько раз, и в конце доведя каление до явственной синевы, вы получите прочную окисную пленку.
Другой способ – с применением специального раствора и без термообработки. Для него вам нужно раздобыть всего 2 реактива: по 2,5 грамма гексацианоферрата калия, в народе именуемого красной кровяной солью и являющийся мощным окислителем, а также полуторахлорное железо. Оба ингредиента прекрасно растворяются, поэтому смело заливаем каждый в отдельной емкости 0,5 литра воды, после чего объединяем получившиеся жидкости в единую смесь. Именно в нее и помещаем стальную деталь, которой нужно придать антикоррозийную устойчивость. Когда поверхность металла достигнет нужного окраса – извлекаем деталь из ванны и обсушиваем.
Существуют и более сложные методы синения, но мы обратимся к тем, что попроще. Оксидирование можно осуществлять не только растворами, но и расплавами различных веществ. В частности темно-синий цвет стальному изделию можно придать, погрузив его в расплавленную серу, в которую предварительно, после перехода в жидкое состояние, замешивается небольшое количество сажи. Второй вариант – расплав селитры, получаемый при ее нагреве до температуры свыше 320 градусов. Если выдержать в такой ванне стальное изделие, оно покроется равномерной темно-синей пленкой.
Воронение стали в буром спектре
В некоторых случаях вполне достаточно добиться образования на поверхности стальной детали окисной пленки коричневого цвета, оттенки которого могут быть различными, в зависимости от примененных веществ. Самый простой рецепт основан на все том же ингредиенте, который рассматривался нами ранее, а именно – нам нужно полуторахлорное железо в количестве 100 грамм, а также килограмм оливкового масла. Смешиваем данные компоненты и получаем пасту, которой следует равномерно покрыть стальное изделие. Затем, через несколько часов, поверхность шлифуется металлической щеткой-крацовкой. Цикл повторяется несколько раз.
Еще один вариант отчасти похож на предыдущий. Но для процесса оксидирования в домашних условиях, помимо оливкового масла в количестве 0,5 килограмма, вам понадобится столько же треххлористой сурьмы. Второй ингредиент, по сути, тоже относится к маслам, поэтому, смешав составляющие, вы получите своеобразную мазь. Покрываем ею стальное изделие и оставляем на сутки. По истечении указанного срока протираем поверхность металла шерстяным лоскутком и снова на сутки наносим мазь. Заключительным этапом снова станет протирка шерстью и полировка вощеной щеткой.
Можно еще больше упростить состав, с помощью которого на сталь наносится бурая антикоррозийная пленка. Для этого достаточно сделать раствор для погружения в него металлического изделия на определенное время. Вам необходимо запастись только полуторахлорным железом, которое добавляется в количестве 150 граммов в литр воды или же отмеряется 0,2 килограмма и смешивается с литром 90-процентного спирта. В такую ванну стальное изделие достаточно обмакнуть несколько раз, при погружении следя за изменением цвета поверхности.
Рецепты оксидирования стали в благородные серый и черный цвета
Сталь, которая приобретает различные оттенки серого в результате воронения, смотрится красиво, при этом получается достаточно прочная пленка окисленного металла, защищающая от возникновения ржавчины. Получить окрас в данном спектре можно простым способом, который, впрочем, доступен только для небольших изделий. Вам понадобится 70 грамм азотнокислой меди и 30 грамм денатурата, первый реактив относится к солям, второй является спиртом.
Раствор лучше делать с подогревом соли до ее расплавления с добавлением денатурата после снятия с огня емкости (желательно, чтобы это была химическая фарфоровая чашечка). Составом обмазываем стальное изделие и нагреваем над огнем, положив на лист жести. Следующий сложный рецепт подходит для оксидирования металла в серый цвет. Данный процесс, при значительной продолжительности, может перейти в холодное чернение обычной и нержавеющей стали, которое проще всего осуществлять в домашних условиях.
Компоненты нужны следующие: 24-процентная соляная кислота – 120 грамм, 90-процентный спирт и вода – по 100 грамм, сулемы – 40 грамм и в 2 раза меньше хлористого висмута с хлорной медью. Смешиваем кислоту и воду, добавляем спирт и делим получившуюся жидкость на 3 равные части. Последние 3 компонента, относящиеся к солям, высыпаем по отдельности в каждую часть раствора и потом смешиваем все в одной емкости. В получившуюся ванну погружают на полчаса стальное изделие, после чего извлекают и кипятят в чистой воде. При необходимости процесс повторить.
Внимание, для собственной безопасности вливайте кислоту в воду, но никак не наоборот, во избежание возникновения бурной реакции, сопровождающейся выплескиванием реагента.
И, наконец, рецепт непосредственно для чернения. По сути, отличного результата можно добиться, лишь обмазав стальное изделие льняным маслом, воском либо животным жиром и хорошо прокалив в огне. В результате обжига на поверхности металла образуется устойчивая черная пленка. Однако, гораздо эффективнее использовать предварительное погружение стали в ванну со следующим раствором: на литр воды кладется 100 грамм медного купороса и добавляется 10 грамм нашатыря. Обмазав очищенный и обезжиренный металл данным составом, и прокалив в огне, вы получите сначала черно-бурую пленку, а после повторного окунания и каления – черную.
Окисление
При использовании этого метода металл обрабатывается каким-либо оксислителем, например, селитрой. Сложность заключается в том, чтобы разогреть химикат до температуры плавления, что не для каждого является возможным. Но есть несколько рецептов растворов, которые можно использовать и без нагревания.
Вариант 1
Для создания раствора на 1 литр воды придется смешать следующие компоненты:
- динатрия гидрофосфат (Na2HPO4) — 100 граммов;
- азотнокислый натрий (NaNO3) — 50 граммов;
- едкий натр (NaOH) — 2,8 грамма.
Вариант 2
рассчитан на 0,63 литра воды и включает в себя большое количество едкого натра:
- едкий натр (NaOH) — 400 граммов;
- нитрат калия (KNO3) — 10 граммов;
- азотнокислый натрий (NaNO3) — 10 граммов.
Оба варианта одинаково эффективны, выбирайте тот, для которого удалось найти реагенты в нужных количествах.
Приготовив раствор, погрузите в него деталь на полчаса, после чего просушить. Обратите внимание, что эти способы подходят и для воронения клинков, так как получившаяся пленка очень прочна.
Использование «Ржавого лака»
В продаже реализуется «Ржавый лак». Его используют для поверхностного покрытия деталей:
- деталь протирается от остатков жира;
- покрывается лаком;
- растворителем на основе ацетона, например, № 646 смываются излишки лака с поверхности;
- это один из самых быстрых способов воронения с использованием готовых растворов.
Видео: воронение в домашних условиях.
Рекомендации
Вы сами можете выбрать способ, как зачернить металл в домашних условиях, каждый из них может привести к очень качественному результату. Практически всегда необходима емкость. Лучше всего подходят: фарфоровая, из прочного стекла (если не нужен нагрев), из оцинкованной нержавейки. На края резервуара прикрепите крючки: они понадобятся вам для закрепления детали.
Еще один совет: обезжиривайте не только саму заготовку, но и тару для проведения процедуры. Это может быть ацетон, бензин, керосин или специальный состав. Главное, чтобы они были инертными по отношению к стали, то есть не вступали с ней в химическую реакцию.
Обязательно отнеситесь с ответственностью к выбору места, это должно быть помещение с отличной вентиляцией. В обратном случае вы можете быть подвергнуты воздействию опасных, ядовитых паров. Дополнительная защита – респиратор, очки для предохранения слизистой оболочки глаз, перчатки.
Важный предварительный этап при использовании любого метода — зачистка от ржавчины и загрязнений перед нанесением средства для чернения металла. Ее можно проводить с помощью наждачной бумаги, болгарки со специальной насадкой. В крайнем случае можно применить травление.
Рекомендуем тщательно выбирать, какое средство можно использовать для конкретного вида материала. Если верно следовать нашим советам, то можно получить прекрасный результат в домашних условиях.
Термическое воронение деталей
В промышленных условиях предпочитают выполнять воронение термическим способом. Обычно эту операцию совмещают с низким отпуском, который снимает внутренние напряжения внутри стальных изделий:
- Деталь в муфельной печи в течение 20…30 минут нагревают до температуры 180…220 ⁰С.
- Вынутую деталь протирают машинным маслом с помощью тампона. Желательно провести обработку всех поверхностей.
- При необходимости обработки повторяют.
- Обычно достаточно двукратной термической обработки для получения качественной вороненой поверхности.
Информация: на оружейных заводах, производящих огнестрельное и холодное оружие, используют термическое воронение. Покрытие на многих изделиях сохраняется более 100 лет. Пример, винтовки Мосина 1891 г. выпуска и револьверы Наган, выпущенные в конце 1888 г.
Защита от коррозии
Это наиболее важная цель. Особенно актуально, когда эксплуатация металлической конструкции происходит на улице, то есть сталь постоянно подвергается воздействию кислорода и влаги. С такими активно вступающими в реакцию веществами возможен окислительный процесс – ржавление. В результате образуется рыжая ржавчина. Она сильно влияет на прочность, уменьшая ее, а также укорачивает срок эксплуатации. В связи с этим многие автолюбители активно интересуются, как сделать поверхность металла черным, воронят стальные элементы машины, так как коррозия портит автомобильные запасные части.
Холодная обработка: кисточка или ванна?
В арсенале умельцев есть немало растворов» вызывающих на поверхности металла образование темного осадка. При определенных химических реакциях содержащиеся в растворе вещества образуют на поверхности металла черную пленку. Наиболее известным веществом для холодного воронения является «парижский оксид». С улучшенной рецептурой он предлагается в торговой сети как Klever Schnellbmenierung (российский аналог — «Ворон 3»). Содержащее селен вещество наносится кистью на обрабатываемую поверхность, после чего тщательно смывается. Метод довольно экономичный и не требует особых затрат. Быстрое воронение может применяться для деталей, не подвергающихся высокой механической нагрузке. Тогда как высококачественные стали с содержанием хрома свыше 3% таким способом обрабатывать не рекомендуется. К тому же чернение будет равномерным только при предельно тщательной обработке» после которой требуется полирование специальной пастой. Гораздо результативнее производить быстрое воронение путем погружения. Эффект от такой процедуры сохраняется более длительное время. Кроме того» операцию можно неоднократно повторить. Для очистки от красящего состава используется моющее средство. После чего обрабатываемую деталь нужно насухо вытереть смоченной спиртом тряпкой. Если теперь на изделие кисточкой нанести дистиллированную воду, то она не будет скатываться каплями, а образует равномерную пленку, свидетельствующую об отсутствии на поверхности жира.
Горячая обработка: масло и огонь
Древний кустарный метод воронения, при котором деталь сначала промасливается, а затем обжигается паяльной лампой, имеет ряд преимуществ. Процесс не сопровождается выделением вредных веществ, дешев и эффективен. И хотя масляный обжиг тоже в полном смысле не является подлинным воронением, образовавшееся покрытие держится на поверхности гораздо дольше, чем при холодной обработке. Желающим выполнить термическое воронение следует слегка нагреть поверхность изделия и нанести на нее очень тонкий слой льняного масла. Модно использовать также оливковое или специальное оружейное (к примеру, Ballistol). Преимущество последнего заключается в слабощелочных свойствах, не оказывающих разрушительного воздействия на металл. Для этих целей пригодны буроугольное и нефтяное масла, а также различные парафины. При медленном разогреве до 200-400 С легкие фракции улетучиваются, и на поверхности образуется плотная масляная пленка. Дальнейший постепенный нагрев приводит к образованию сначала коричневой, а затем черной окраски, которую уже невозможно удалить. Принципиально важно при данной технологии не применять слишком много масла, чтобы избежать появления пятен.
Наилучший результат достигается при использовании смеси из двадцати частей консистентной смазки и одной части серы. Последняя способствует формированию очень темного слоя сульфида железа. Из серы можно изготовить сернистый бальзам, растворив ее в небольшом количестве скипидара, а затем смешав с льняным маслом. Состав распределяют тонким слоем по поверхности обрабатываемого изделия и подвергают беспламенному сжиганию, что приводит к равномерному воронению.
Источники
- https://accorel.ru/pokraska/voronenie-krasivo-i-prochno
- https://promtu.ru/obrabotka-metallov/sekretyi-voroneniya-metalla
- https://metmastanki.ru/voronenie-metalla-v-domashnih-usloviyah-sposoby
- https://tutmet.ru/holodnoe-chernenie-nerzhaveyushhej-stali-domashnih-usloviyah.html
- https://www.rocta.ru/info/kak-voronit-metall-v-domashnih-usloviyah/
- https://www.umeltsi.ru/slesar/1167-voronenie-v-domashnih-usloviyah.html
Горячее воронение: особенности, преимущества, недостатки
Многие, особенно умельцы в возрасте, предпочитают делать воронение ружья исключительно горячим способом, считая этот способ единственно правильным. Аргумент очень прост. У изделия, которое было воронено горячим способом, покрытие сохраняется намного дольше. Еще одним плюсом данного метода является отсутствие вредных испарений.
Довольно часто такой способ называют воронением в масле, что фактически объясняет технологию процесса. Технология очень проста и воронение стали своими руками с использованием данного метода осуществляется довольно легко.
Для начала деталь разогревают, чем больше, тем лучше. После этого деталь погружают в масло (именно это и дало названию методу как воронение стали в масле). Это может быть льняное, оливковое, или оружейное масло. Принципиально можно даже использовать и обычное машинное масло.
После того как деталь подержали в масле секунд десять, деталь достается, и маслу обязательно надо дать стечь самому, иначе пойдут пятна. Следующий шаг заключается в «запекании» масла на поверхности. Для этого принято использовать паяльную лампу. Важный момент воронения стали в масле заключается в определении момента готовности изделия.
Опытные мастера говорят, что прекращать запекать надо в тот момент, когда деталь только начинает менять свой цвет с коричневого на черный. Воронение стали в масле один из наиболее старых и проверенных способов защиты металлов от коррозии, не подводил мастеров на протяжении веков, не подведет и сейчас.